油圧部品の製造においてびびりや倒れの少ない高品質なめねじのワンパス加工を可能にするワンレボリューションスレッドミルAT-1
油圧部品の機械加工は、加工時間を短縮することで、少量のバッチであっても全体の生産コストを大幅に削減できます。 油圧部品を製造するWalvoil社の目標は、スレッドミルによるねじ切りの加工時間短縮と、パス回数を減らし、びびり振動、うねりおよび工具のたわみによるねじ形状の不具合をなくすことでした。

イタリア、レッジョ・ネッレミリアのアディジェ通りにある営業部および生産設備を備えたWalvoil本社
1973 年に設立されたイタリアのレッジョ・ネッレミリアに本社を置くWalvoil社は、世界各国に支店、販売網を持つグローバルなメーカで、油圧機器と電子部品を融合したメカトロニクスシステムを提供しています。2015年、Walvoil社はInterpump Group の一員になりました。 そして2016年、同社は1969年と1955年にそれぞれ設立されたハイドロコントロールとガルテックの2つのブランドをグループに加えました。 Walvoilグループは、イタリア国内に8つの拠点があり、そのうち7つには生産設備を備えています。 同社は海外8つの国に支店があり、世界中で約2,300 人の従業員が活躍しています。

イタリア、レッジョ・ネッレミリアのアディジェ通りにあるWalvoil社の工場内。Walvoilグループは、イタリア国内に8つの拠点があり、そのうち7つには生産設備を備えています。 同社は海外8つの国に支店があり、世界中で約2,300 人の従業員が活躍しています。
同社の主力製品には、油圧部品を含む分配器、油圧サーボ制御、ポンプやモーター、小型油圧機器、電子部品、全てのWalvoil開発ツールを管理できるPHCシステムなどがあります。レッジョ エミリアのアディジェ通りにある営業部および生産設備を備えた本社には、32台のマシニングセンタがあります。製品の材質にはアルミニウム合金、鋼、ねずみ鋳鉄(FC)、ねずみ鋳鉄とダクタイル鋳鉄の中間の特性を持つバーミキュラ鋳鉄(FCV)そしてノジュラーダクタイル鋳鉄など様々な材料があり、異なるバッチサイズでも加工サイクルタイムを最適化することができます。

Walvoil社は、油圧分配器の製造にMCM社製 MP10 横形マシニングセンタを使用しています。
従来EN-GJL-300(JIS FC300)鋳鉄製の油圧分配器DLS8の製造において、直径14 mm、刃数4枚刃、内部クーラント仕様の他社スレッドミルを使用し、びびり振動、工具のたわみによるねじ形状の不具合、ねじ山の仕上げ面粗さの不具合および工具の短寿命という問題を抱えていました。管用平行ねじG3/4-14、ねじ立て長さ18mmのねじが2か所あります。Walvoil社は、1996年からDLS8を毎年数千個のバッチを製造しています。
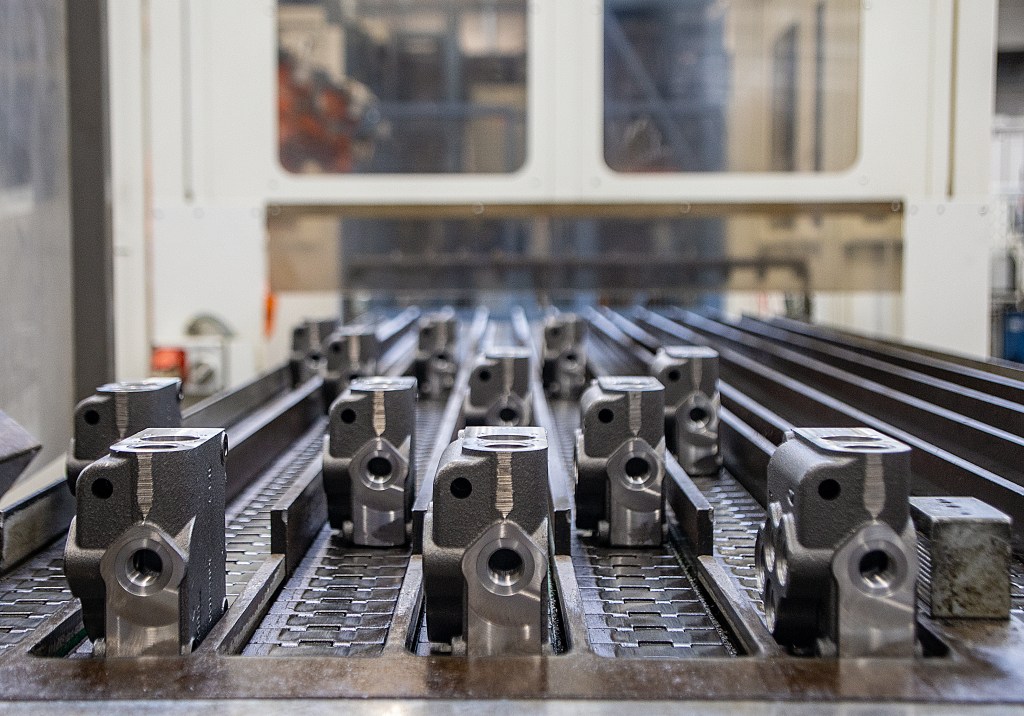
MCM社製 MP10 横形マシニングセンタのローラー コンベヤーに積み込まれた油圧分配器の部品。
工具マネージャーであるDavide Cabassi氏は、サイクルタイムの短縮、工具の長寿命化、ねじ山の品質向上を望み、OSG Italiaにサポートを求めました。加工内容を詳細に評価した結果、オーエスジーはワンレボリューションスレッドミルAT-1直径15.67mm(EDP No.8331087) を推奨しました。
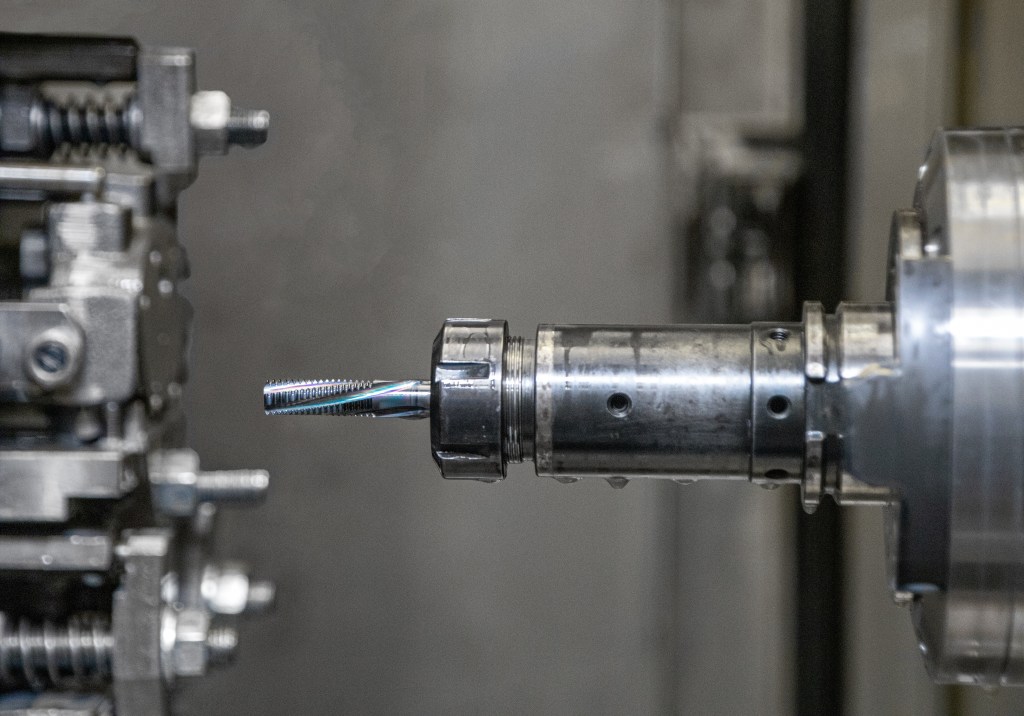
工具の加工中のたわみと長いサイクルタイムの問題を解決するために、オーエスジーは高品位なねじ切り加工を可能にするワンレボリューションスレッドミルAT-1を開発しました。AT-1は、日本で二つの特許を取得しています。
オーエスジーは、加工中の工具のたわみとサイクルタイムが長いという課題を解決するため、高品位なねじ切り加工を可能にするワンレボリューションスレッドミルAT-1を開発しました。AT-1は、日本で二つの特許を取得しています。一つは、工具の倒れを防止する右刃左ねじれ溝仕様です。従来の右刃右ねじれ溝のスレッドミルは、工具の先端から加工が始まるためたわみが生じやすくなっていました。それに対して右刃左ねじれ溝のAT-1は、シャンク部側から加工が始まるため、たわみが最小限に抑えられます。もう一つは、エンドミルで適用される振動抑制効果のある不等分割・不等リード溝です。びびり振動が最小限に抑えられます。1パス加工で切込み量が増えても、均一で優れた加工面が得られます。スレッドミルの不等分割・不等リード溝の適用は、溝に合わせてねじピッチを調整する必要があるため、特殊な製造技術を必要とします。 AT-1は、Walvoil本社にあるMCM社製 MP10横形マシニングセンタ(HSK-63)にて評価されました。コレットはER-32を用い、ホルダ端面からの突出し長さ140mm、主軸端面からトータルの突出し長さは192 mmに設定しました。他社製スレッドミルの切削条件は、切削速度44m/min(1,000min-1)、送り速度150mm/minでパス回数は2回です。 これに対してAT-1は、切削速度108m/min(2,200min-1)、送り速度250mm/min、パス回数1回で加工しました。 工具1本あたりの加工数は、AT-1が他社の470個に対して2,645個であり、5倍以上の工具寿命を達成しました。

ロック装置に取り付けられた油圧分配器。
AT-1は、従来より高い切削速度と送り速度、パス回数1回での加工を実現したため、Walvoil社の年間コストを62%削減しました。また、びびり振動や工具のたわみの問題も完全に解消しました。加工されたねじは、UNI-ISO 228/1(JIS B 0202)の規格を満たしています。

左から、Walvoil社 NCプログラマーEgidio Lemmi氏、OSG Italiaのセールス エンジニアリングおよびマーケティング マネージャーAndrea Severi氏、Walvoil社ツーリング マネージャーDavide Caba氏す。イタリア、レッジョ・ネッレミリアのアディジェ通りにあるWalvoil社内のAT-1が取付けられたマシニングセンタとともに撮影。
今回の結果にとても満足したWalvoil社は、AT-1を他の製品のG1/2-14のねじ加工にも適用しました。 AT-1の特殊な仕様は、不安定な条件下においても信頼性が高く、加工面粗さおよび加工精度を向上することができます。1パスかつ高い切削条件でねじ山を生成する本製品は、メーカにとって大幅なコスト削減を実現できる最適なねじ切りフライス加工ソリューションのひとつです。
オーエスジーのワンレボリューションスレッドミルAT-1とWalvoil社の詳細について

You must be logged in to post a comment.