Safe-LockTM 機構付きAEROエンドミルが航空機大型アルミ部品の超高速加工を実現
オーエスジー株式会社 水谷香名子
一般的にアルミニウム合金は被削性が良く、スチールと比べて高い切削条件で加工されることが多い材料です。近年では航空機産業を中心に、80kWを超える高出力加工機を用いた大型アルミ部品の超高速加工のニーズが高まっています。しかし機械の能力を最大限活かした超高速加工を実現するためは、機械主軸の先に取り付けられる工具とツールホルダには乗り越えなければならない幾つもの課題があります。
工具の折損・欠損
機械の回転速度が上がるにつれて、主軸の先に取り付けられた工具はより大きな遠心力を受けます。そのため工具刃先の振れ精度を管理していても、回転中に刃先の振れが発生してしまいます。これにより工具寿命が短くなり、場合によっては突発的に刃先がチッピングしたり折れたりします。
加工精度の低下
超高速加工では通常より大きな切削負荷がかかります。工具やツールホルダの剛性が十分でないと、加工中にたわみや振動が生じます。また遠心力により刃先の振れが大きくなることで、狙った加工面精度や寸法精度を満たさないことがあります。
工具抜け
切削負荷が大きくなると、工具をホルダから抜き取ろうとする方向に大きな力が掛かります。これがびびり振動を招き、最悪の場合は工具が抜けてしまうことがあります。結果として工具の折損・欠損だけでなく、加工部品の不良を引き起こします。また、従来のサイドロックのような抜け防止機構の場合、振れ精度に悪影響を及ぼすことがあります。
主軸の寿命低下
高速回転によりツールホルダや工具が大きな遠心力を受けると、その主軸取付け部に大きな負荷がかかります。そのため主軸の寿命が低下し、頻繁に交換することを余儀なくされます。
このような課題を解決するためには、高剛性かつ遠心力を極力抑えるツーリング設計が必要です。また加工中に熱や大量の切りくずが発生するため、工具には耐溶着性・潤滑性および優れた切りくず排出性が求められます。
1884年に創立された三菱重工業株式会社(以下MHI)は、造船や交通・輸送システム、民間飛行機、発電システムなどのインフラ、宇宙システムに至るまで、幅広い分野で豊富な実績を持つグローバルカンパニーです。航空機分野においては、名古屋市の大江工場(敷地面積387,700m2)や広島市の江波工場(敷地面積669,908m2)にてボーイング787の主翼やボーイング777の胴体等の大型部品を製造しています。

MHI江波工場 - 機械部品工場
現在MHIではボーイング社の新型旅客機777Xの後部・尾部胴体ならびに乗降扉の製造を手掛けています。この中で後部胴体パネルの大型アルミ構造部品(4m程度)の荒加工ならびに仕上げ加工にオーエスジーの工具が採用されています。

1st Part Completion Ceremony後の記念写真 | 2016年10月31日、組み立て工程への塗装済み部品引き渡しを記念する1st Part Completion Ceremonyが開催され、式典後プロジェクトメンバーと牧野フライス製作所のアプリケーションエンジニアを撮影した一枚。(写真提供:MHI)
この部品の加工立ち上げプロジェクトに初期から参加したのは、生産技術部治工具設計チームの江藤潤氏と同部門の海野絋和氏です。航空機部品加工で10年の経験を持つ江藤氏と、同じく20年以上の経験を持つ海野氏は777Xの部品製造について次のように語りました。
MHI 777Xプロジェクトメンバー

江藤 潤 氏(左) | 生産技術部 治工具設計チームに所属する777Xプロジェクトの主要メンバーで、航空機部品加工の分野において10年のキャリアを持つ。777X立ち上げ後、Mitsubishi SpaceJet開発にも参画し、今年7月より部品加工の技術開発を担当している。
海野 絋和 氏(右) | 生産技術部 治工具設計チームに所属する777Xプロジェクトの主要メンバーで、航空機部品加工における刃具及び治具設計の分野で20年以上のキャリアを持つ。現在も定期的に江波工場を訪れ、加工改善のサポートを続けている。
「777Xでは100点近い新しい大型機械部品がありました。従来の方法では多数の機械とサプライヤを使って立ち上げることになりますが、我々はそのコストを抑えるために、1台当たりの生産性を上げて可能な限り少ない設備で立ち上げる必要がありました」(海野氏)
「大量の新規部品の立ち上げの場合スピードが重要です。さらに高精度化や加工時間を削減しなければいけません。そこで我々は新しい加工方法にチャレンジすることにしました。新しい部品と加工方法に取り組む場合、立ち上げ時にワーク側が起因となるトラブルが多発するため、工具側のトラブルはゼロにしなければいけませんでした。」(江藤氏)
このプロジェクト以前は、主に20,000min-1以下の立形マシニングセンタを使っていました。30,000min-1の横形マシニングセンタを導入したこともありましたが、当時の機械や従来の工具・ツールホルダでは高速加工のメリットを十分に得ることはできませんでした。

牧野フライス製作所製 A6 | 最高回転数33,000min-1、最高出力120kWを誇る航空機アルミ構造部品用の5軸制御高速高出力横形マシニングセンタ
しかし、今回のプロジェクトでは生産性を大幅に向上するため、120kWの高速高出力横形マシニングセンタA6(牧野フライス製作所製、最高回転数33,000min-1)を導入することに決定しました。

ボーイング777X(写真提供:ボーイング社)
「この777Xのプロジェクトが世界最高クラスの設備を導入する絶好の機会だと感じたのです。機械としての高い信頼性は国内外の事前調査で把握していましたが、課題は運用方法でした。高速加工機は性能が高い反面、主軸を含めた運用コストには注意が必要です。生産性を上げつつ運用コストを下げるためには機械だけでなく主軸から工具先端まで含めたトータルで性能をコントロールする必要がありました。」(江藤氏)
そこでこの機械に最適なツールホルダと工具を選定するため、社内では先行研究を進めていました。30,000min-1を超える超高速加工で安定した生産を行うには、工具やツールホルダの性能のばらつきを最小限に抑えなければなりません。特に工具がツールホルダにプリセットされた状態、つまりツーリング全体でのばらつきを管理することが重要となります。
立ち上げまでのスケジュールはかなりタイトであったため、使用する工具はMHIの持つ加工プロセスシミュレーションの結果と実際の切削特性に差異が少ないことを重視しました。個体のばらつきが少なく、かつシミュレーションに近い結果が出る工具であれば、条件出し等の試験が不要で早期に実機立ち上げが可能となるからです。研究対象の工具メーカの中には以前から使用実績があり、また加工機メーカでの実証実験でも良好な成績を示していたオーエスジーもありました。そして研究の結果、オーエスジーのAEROエンドミルシリーズが最も刃先品質のばらつきが少なく、かつ切削特性がシミュレーションと非常に近い結果を出したため、採用に至りました。
AEROエンドミルシリーズは80kW超の高出力機械専用に開発された超硬エンドミルで、航空機の大型アルミ部品の高能率加工に最適です。今回のプロジェクトで主に使用したのは油穴付き、3枚刃ショートタイプのAERO-O-ETSで、これ一本で荒加工から仕上げ加工まで行うことができます。剛性のある工具形状、切れ味抜群なシャープな刃先、切りくず排出性を重視した最適な溝フォーム、さらには耐溶着性・潤滑性の良いDLCコーティングを採用しています。DLCコーティングは薄膜で切れ味を損なわないため、高送り加工でも良好な仕上げ面精度を確保することができます。
AERO-O-ETSは80kW超の高出力機械専用に開発されたアルミ加工用超硬エンドミルです。航空機の大型アルミ部品の高能率加工に最適です。
一方でツールホルダには、高い剛性と精度を兼ね備えるハイマー社(ドイツ)の焼きばめホルダと工具抜け防止システムSafe-LockTMシステムを採用しました。Safe-LockTMシステムはハイマー社独自の技術で、ホルダ内部の回り止めキーと工具シャンク部の特殊溝により加工中に工具がホルダから抜けることを防止し、加工の安全を確保することができます。
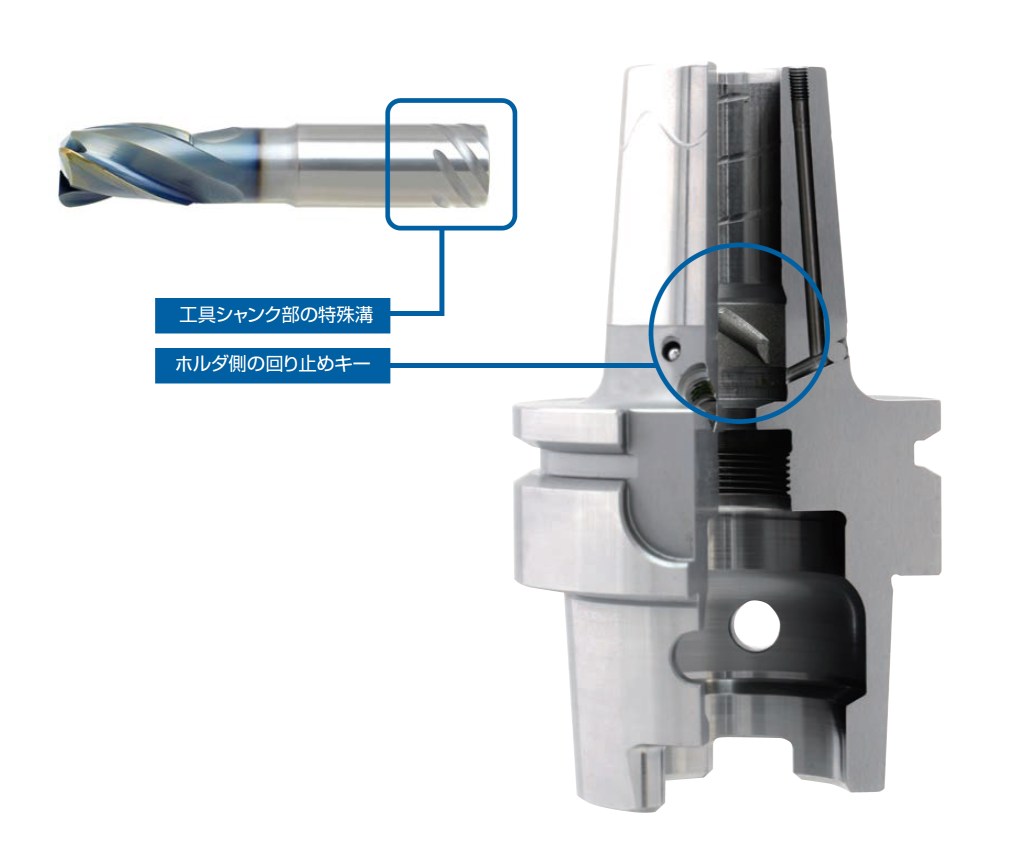
Safe-LockTMシステムはハイマー社独自の技術で、ホルダ内部の回り止めキーと工具シャンク部の特殊溝により加工中に工具がホルダから抜けることを防止し、加工の安全を確保することができます。その結果切削条件の向上や工具の長寿命化を実現することができます。オーエスジーではSafe-LockTM機構付き焼きばめホルダや焼きばめ装置も提供しています。
「アルミ加工で工具が完全に抜けてしまうことは滅多にありませんが、荒加工時のコーナ部で工具がスリップしたことがあります。120kWでの高速加工においてスリップが発生し工具にチッピングが起こると、最悪の場合は丸棒状になり切削できずワークに激突するだけです。これはワークだけでなく主軸に損傷を与えるため、何としても避けなければなりません。そこでSafe-LockTMシステムの導入を決めました。」(江藤氏)
さらにはツーリング全体でのばらつきを抑えるため、同じくハイマー社のバランス装置Tool Dynamic Comfort Plusを使い、高回転下での遠心力を抑制するためバランス精度を管理することにしました。またプリセット誤差を管理するために、工具自動計測装置も導入しました。

工具のプリセット作業を集約したTMS(ツールマネジメントシステム) | 工場の隅に設置された暗いプリセットエリアの概念を切り替えるため、明るく清潔で開放的なエリアとして工場の入口に設置した。MHIのツールマネジメントに対する姿勢と共に品質へのこだわりを示す象徴的な場所。
マシニングセンタおよびこれらの周辺設備は、生産プロセスの効率化を図るために、777Xの胴体組立工場がある江波工場に導入されました。

MHI江波工場 - 5軸制御高速高出力横形マシニングセンタA6の前に集合した777Xプロジェクトメンバー | 左から:升谷 健太郎氏、藤永 潤氏、中野 修氏、神尾 友祐氏、浴 綾克氏、寺迫 貴則氏、海野 紘和氏、杉原 範明氏、村上 正樹氏
全く新しい部品・加工機・工具・加工方法へのチャレンジに挑むのは、航空機部品の分野で加工経験の少ない寺迫貴則氏らの若いオペレータ中心のプロジェクトチームでした。新機種開発プロジェクトのスケジュールはかなりタイトなため、立ち上げ時は江藤氏、海野氏に江波プロジェクトチームが加わり、さらにMHI広島製作所内にある製鉄機械メーカPrimetals Technologies Japan株式会社より大型機械部品加工の高い技術を持つ熟練オペレータの升谷健太郎氏がサポート役として参加しました。
「シミュレーションではベアリングにかかる負荷も見ながら加工条件を設定しました。実機とシミュレーションの差異を小さくするには工具刃先、プリセット精度、そして機械から工具先端まで含めた振動特性、これらの品質が守られなければいけません。ですので、オペレータの方たちには非常に厳しいプリセットの要求を出しました」(江藤氏)
「従来と異なり、自動計測されるバランス精度とプリセット精度を同時に満足させるのに最初は苦労しました。しかしオーエスジーのAEROエンドミルはシャンク精度も高く比較的スムーズにプリセットできたと思います」(寺迫氏)

ツーリングのバランス調整を行う寺迫氏 | ハイマー製バランス装置はバランス精度を自動測定可能。結果の信頼度が高いだけでなく、測定時間が短く操作も簡単である。
「加工条件という観点でいえばスチールとアルミは大きく異なりますが、アルミ高速加工のために導入した技術はスチールの加工にも応用できるものがあると思いました」(升谷氏)

Primetals Technologies Japanの升谷氏(左)とプロジェクトメンバーの寺迫氏(右) | 立ち上げ期間中は加工方法について何度もディスカッションを重ね、より良い方法を追求した。
「新しい加工方法を採用したこともあり、立ち上げの時は様々なトラブルが出ましたが、工具側の性能が安定していたおかげでトラブルシューティングのリソースを集中することができました」(海野氏)
「AEROエンドミルはシミュレーションで設定した通りの条件で運用されています。それを可能にしているのはツーリング側の安定した品質です」(江藤氏)
33,000min-1のマシニングセンタはMHIにとって初めての導入でしたが、様々なトラブルを乗り越え新しい部品と加工方法ながら3週間という短い期間で設備の立ち上げを完了し、初品を完成させることができました。
マシニングセンタ・ツールホルダ・工具の最適な組み合わせにより、回転速度33,000min-1、送り速度25,000mm/minで安定した溝・ポケット加工が可能となり、AEROエンドミルによる切りくず排出量は最大で6,200cc/minを実現しました。この結果、加工時間を従来機械と比べて約75%短縮することができました。
現在MHIではこの部品を毎月数十点加工していますが、これまで工具・ツールホルダが起因となる不具合はほとんど発生していません。また、機械主軸は通常1年程度で交換するところ、導入から3年を超えて加工条件を変えずに継続使用できています。

中野氏(右)とハイマージャパン営業の山下氏(左) | ハイマー製焼きばめ装置は加熱時間が短いため、段取り作業の時間短縮にも役立っている。
加工機および周辺設備の導入および管理を行ってきた中野修氏は語ります。
「これまでの機械に比べて、高速高出力機械でありながら主軸周りの故障が少なく驚いています。ツーリング品質の重要性を認識しました。」
「最適な工具とツールホルダを選定することで加工時間は約1/4に、さらに機械主軸の寿命は3倍以上になりました。またSafe-LockTMシステムを導入することで、工具のスリップによる加工不良を未然に防ぐことができているので、確かな効果を感じています。」(海野氏)

江藤氏(左)と海野氏(右) | 生産技術部治工具設計チームに所属し、777Xプロジェクトの立ち上げに従事した。
「777Xは試作機の初飛行も成功し量産も始まっているので、更なる加工時間削減が必要です。今後も世界中から情報を集めて最新の技術を追求し、航空機部品加工をさらに前へ進めていきます。」(江藤氏)
MHI、AEROエンドミル、Safe-LockTMシステムについての詳しい情報はこちら

You must be logged in to post a comment.