3枚刃油穴付き超硬ドリルADO-TRSと油穴付きシンクロタップVPO-DC-MTによる安定した鋳鉄製ギヤモータ用遊星軸受ハブの穴加工とねじ加工
大型部品製造における加工時間の短縮は、多くの場合、製造コストに大きな影響を与えます。 イタリアチェゼーナ(FC)の精密機械加工を行うMPC社は、常に技術開発と加工改善を進めており、タップによるねじ加工時間を50%短縮することは、近年の大きな目標の1つでした。
1973年に設立されたMPC社は、精密機械加工の大手ソリューション提供会社です。コアビジネスは、ギヤボックスとそれに対応する部品の製造で、40年以上の歴史があり、土木産業および風力エネルギー分野でその地位を確立しています。 精密機械加工に加えて、フライス、旋削、穴あけ、組立て作業に加え、金属加工および精密工学の分野においてもお客様からの要望に沿った特殊対応を行っています。

1973年に設立されたMPC社は、精密機械加工の大手ソリューション提供会社です。 コアビジネスは、ギヤボックスとそれに対応する部品の製造で、40年以上の歴史があり、土木産業および風力エネルギー分野でその地位を確立しています。
現在、従業員数は36人であり、イタリアのエミリアロマーニャ州(FC)のサンジョルジョディチェセナに敷地面積の約3,000平方メートルの機械工場を備えています。大型部品の機械加工を得意としており、直径1,300mmまでの部品を加工できる生産設備を備えています。工場には、23台のNC旋盤やマシニングセンタがあり、ロットの大きさが小~中規模である大型部品を短納期で対応します。

ギヤモーター用の遊星軸受ハブの加工に使用されるMPC社のMCM Tankシリーズ 横形マシニングセンタ(HSK-A100)
近年、ギヤモータ、ドライブシステム、遊星ギヤボックスの世界的に有名なメーカ向けに提供しているダクタイル鋳鉄GS-600(FCD600)製部品を製造する際の工具性能向上を目指していました。各部品には、ねじサイズM24×3、精度等級6HX、ねじ立て長さ40 mm(通り)の30か所のねじ加工があります。 生産は4年契約で、推定年間生産量は2,000個です。
従来MPC社は、その部品加工に他社製のタップを使用していましたが、切りくずのねじ面への圧着、仕上げ面状態の不具合、工具の短寿命などの問題がありました。 MPC社は、地元の工具商社であるUtensilmec社と相談した後、サイクルタイム、工具寿命、およびねじの品質を改善するようOSG Italiaの技術者へ依頼しました。

ダクタイル鋳鉄GS-600(FCD600)製のギヤボックスの部品。 各部品には、ねじサイズM24×3、精度等級6HX、ねじ立て長さ40 mm(通り)のねじ加工が30か所あります。
アプリケーションの詳細な評価の結果、OSGは油穴付きシンクロタップVPO-DC-MT(EDP#:T0809234)M24×3を推奨しました。 VPO-DC-MTは粉末ハイス製ストレート溝形状のタップであり、鋳鉄およびアルミダイカストの加工に適した設計がされています。 高剛性仕様とOSGのVコーティングおよび耐摩耗性に優れる粉末ハイスを組み合わせることで、高性能かつ安定した加工が保証されます。
VPO-DC-MTはBigKaiser製メガシンクロタッピングホルダに取り付けられ、ゲージラインからの突出し長さは415mmに設定されました。 機械はMCM Tankシリーズ 横形マシニングセンタ、切削油剤はESSEX AR3が使用されます。 VPO-DC-MTの切削条件は、従来の15 m/minから30m/minと2倍にすることができました。 工具寿命は従来品が加工穴数1,660穴で総切削長67mであるのに対し、VPO-DC-HTは、加工穴数5,000穴で総切削長200mを加工することができます。 従来品からVPO-DC-MTに切り換えることで、1ワークあたり3分のサイクルタイムの短縮となりました。これは、年間約9,000ユーロのコスト削減に相当します。 さらに、VPO-DC-MTは工具寿命を3倍にすることができ、これにより加工コストがさらに削減されます。 そして加工されたねじの表面品質も大幅に改善され、切りくずの圧着は完全になくなりました。
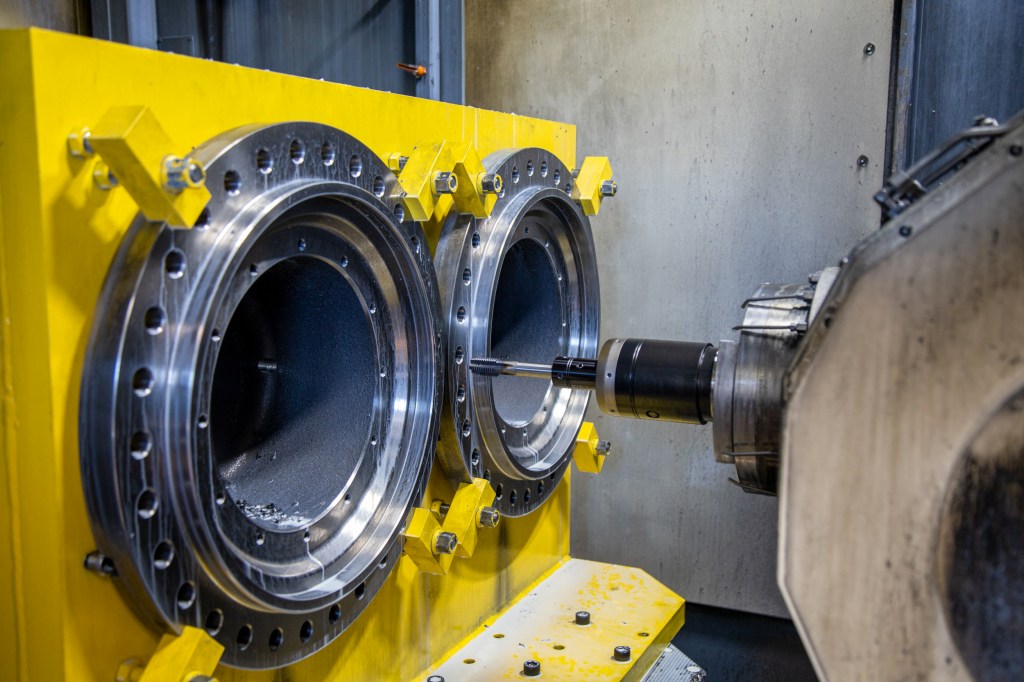
GS-600鋳鉄部品を加工するために、にスピンドルに取り付けられたOSG製油穴付きシンクロタップVPO-DC-MT M24×3。
MPC社はこの結果に満足し、更なる加工改善のためOSGに別の偏心ハブの工具性能を分析する機会を与えました。材料はダクタイル鋳鉄GS-500-7(FCD500)です。 その部品には、ねじサイズM20×2.5、精度等級6HX、ねじ立て長さ40 mm(通り)のねじ加工が24か所あります。 生産は5年契約で、推定年間生産量は1,000個です。 最初のダクタイル鋳鉄GS-600部品と同様に従来、他社製のタップを使用していましたが、切りくずのねじ面への圧着、仕上げ面状態の不具合、工具の短寿命などの課題がありました。 サイクルタイムをさらに改善するために、OSGは下穴加工用ドリルとして3枚刃油穴付き超硬ドリルADO-TRS-3Dφ17.5(EDP#:8721750)とタップはVPO-DC-MT M20×2.5(EDP#:48300228)を推奨しました。
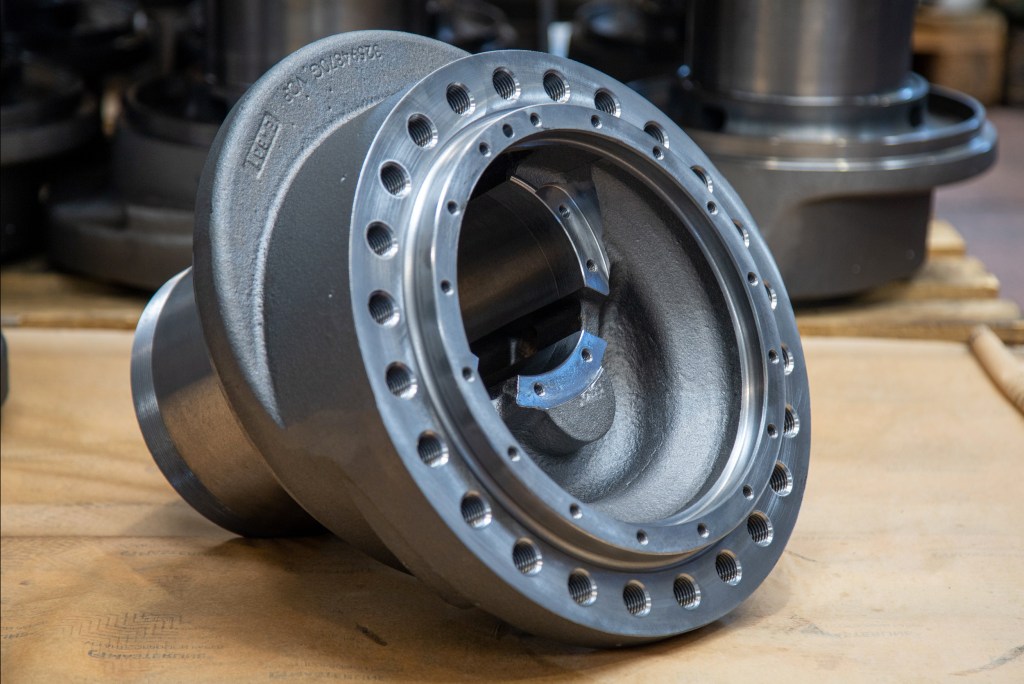
ダクタイル鋳鉄GS-500-7(FCD500)製の偏心ハブ部品。 各部品には、ねじサイズM20×2.5、精度等級6HX、ねじ立て長さ40 mm(通り)のねじ加工が24か所あります。
ADO-TRSは、さまざまな材料の高能率加工を実現するOSGの最新の穴あけ技術の1つです。 3枚刃仕様のADO-TRSは、バランスが崩れやすい2枚刃ドリルと比較して優れた直進性があります。さらに、穴の精度に関して優れた真円度と良好な穴位置精度を可能にします。また、高送り条件で優れた性能を発揮するため、被削材との接触時間を最小限に抑えることができ、加工硬化の低減が可能です。
VPO-DC-MTで完璧なねじ加工をするために、下穴加工にADO-TRSを組み合わせて使用することを強く推奨します。 このタップとドリルの組み合わせにより、優れた品質を維持しながら、サイクルタイムを大幅に短縮することができます。
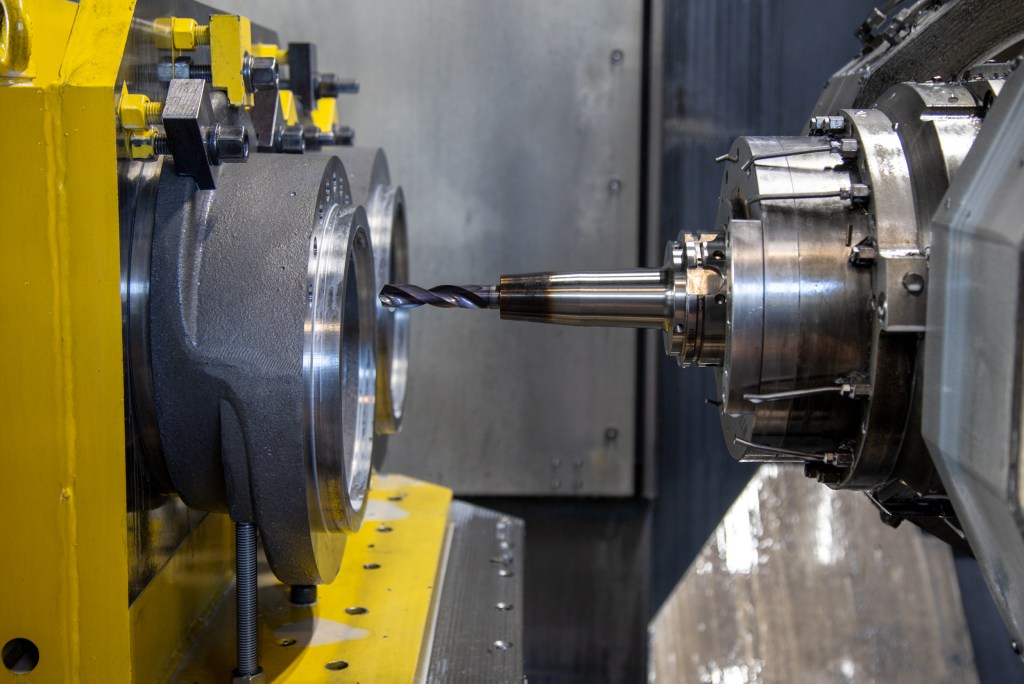
GS-500-7鋳鉄製の偏心ハブ部品を加工するために、スピンドルに取り付けられたOSG製3枚刃油穴付き超硬ドリルADO-TRSφ17.5。
ADO-TRS のホルダには、BigKaiser製の焼きばめホルダが使用されました。ゲージラインからの突出しの長さは305mmです。 VPO-DC-MT M20×2.5には、BigKaiser製メガシンクロタッピングホルダが使用され、ゲージラインからの突出し長さは370mmです。機械はMCM Tankシリーズ 横形マシニングセンタ、切削油剤はESSEX AR3が使用されます。
MPC社は当初、下穴加工に他社製2枚刃ドリルを使用していました。 他社製ドリルの切削条件は、切削速度が70 m / min(1,274min-1)、送り速度382mm/min(0.3 mm / rev)です。 ADO-TRSに切り替えることにより、切削条件は次のように改善されます。切削速度90m/ min(1,637min-1)、送り速度1,074mm/min(0.65 mm / rev)で、送り速度は約2.8倍となりました。 そして全体のサイクルタイムは65%の短縮となりました。
VPO-DC-MTでも同様の加工改善ができ、切削条件は他社製タップの15 m/minから30m/minと2倍です。 VPO-DC-MTは、加工穴数5,300穴で総切削長212m 加工ができますが、他社製タップは加工穴数1,700穴で総切削長68mの工具寿命でした。 VPO-DC-MTに切り替えることで、1ワークあたり2分のサイクルタイムの短縮ができます。これは、年間約3,000ユーロのコスト削減に相当します。 最初の部品と同様に、VPO-DC-MTは、鋳鉄製偏心ハブの加工で工具寿命を3倍にすることができ、工具コストをさらに削減できました。

左から、OSG ItaliaセールスエンジニアリングおよびマーケティングマネージャーのAndreaSeveri、MPC社オーナーのStefano Soldati、MPC社マシンオペレーターのLucaが、イタリアのエミリアロマーニャ州サンジョルジョディチェセナにあるMPC社施設内。

You must be logged in to post a comment.