A-THREADMILLシリーズ第2段 高硬度鋼用底刃付きスレッドミル
依田智紀 オーエスジー 開発グループ穴開け開発チーム
高硬度鋼・難削材へのねじ加工において、最適な工具としてスレッドミルを提案します。その理由としては、高難度の高硬度鋼において刃先に対する負荷の軽減が可能となり、不安定になりやすい切りくずを細分化できるからです。ただしこれは、折損のリスクが少なく、工具寿命が長いことを最適とした場合であり、それ以外の状況での最適な工具は、それぞれの加工環境によって異なります。
タップにおけるめねじ加工で、実際に加工を行うのは「食付き部」になります。高硬度鋼などタップの刃先に対する負荷が大きくなる被削材を加工する場合、この「食付き部の切れ刃」をより多くすることで、刃先の負荷を分散させることが出来ます。具体的には食付き部の長さを長くすることと、溝数を増やすことで負荷分散が可能です。
しかし、この方法ではいくつかの制限が生じます。溝数を増せばそれだけ1つの溝の大きさは小さくなります。それにより、切りくずの排出性や切削油剤の潤滑性、冷却性は低下することになるため、それらも考慮した最適な溝数に設計する必要があります。食付き長さは、主に止まり穴加工で重要です。下穴余裕により食付き長さが制限されるためです。
1回転当たりの送り量が、加工するピッチに限定されるタップ加工では、唯一調整できるものが切削速度であり、さらにその切削速度の違いで切りくず形状が変化することを考慮し、溝の仕様を検討しなければなりません。そのため、加工の難易度は非常に高くなります。ねじ加工で、これらの課題を解決するのがスレッドミルです。スレッドミルは切削速度だけではなく、送り量の調整も可能となるため、切削条件で刃先への負荷軽減が可能となります。切削方法はエンドミルの側面切削と似ており、大径ねじでもタップ加工に比べて小馬力の機械で加工が行えます。
しかしながら、これまで被削材硬さ60HRC付近まで対応できるスレッドミルは当社にはありませんでした。今回AT-2の発売により、タップ以外でねじ加工が出来る工具が加わり、難削材加工での工具選択肢を増やすことができました。
AT-2の製品特長
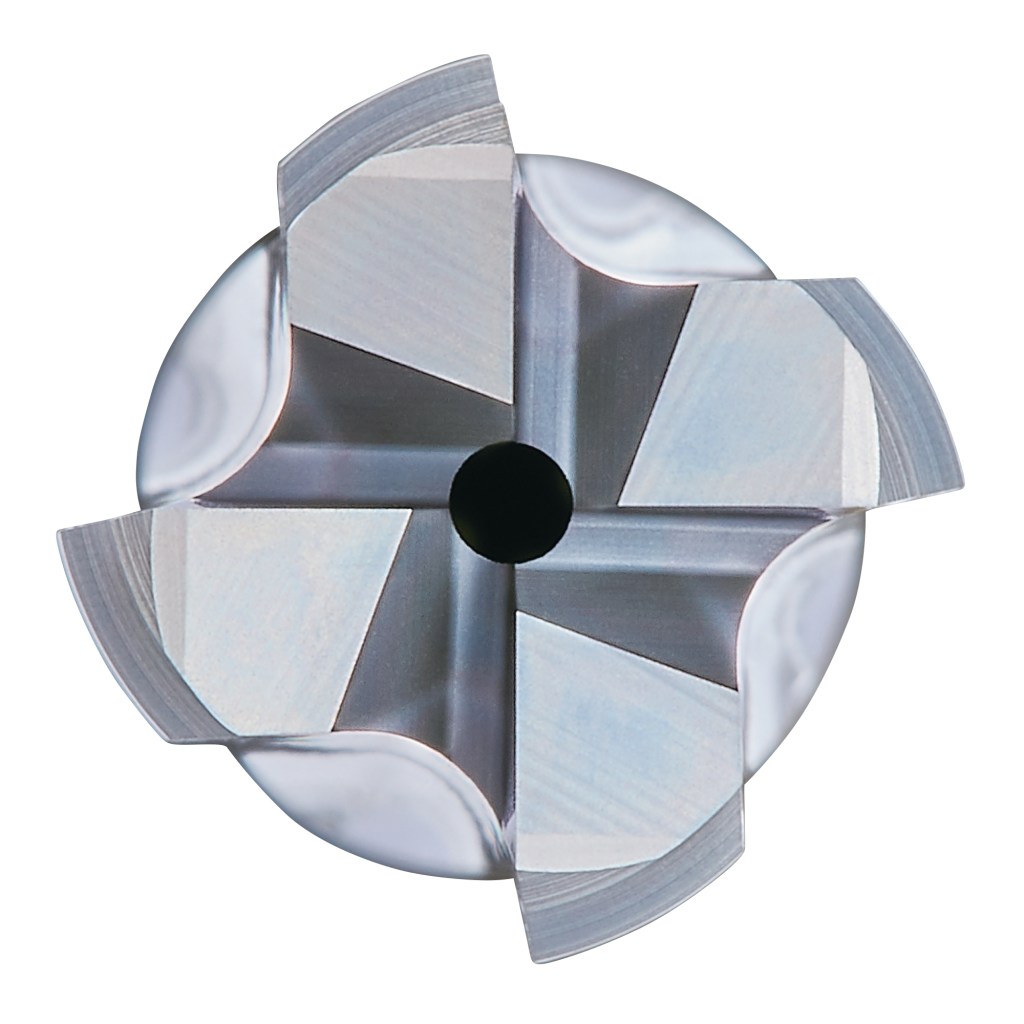
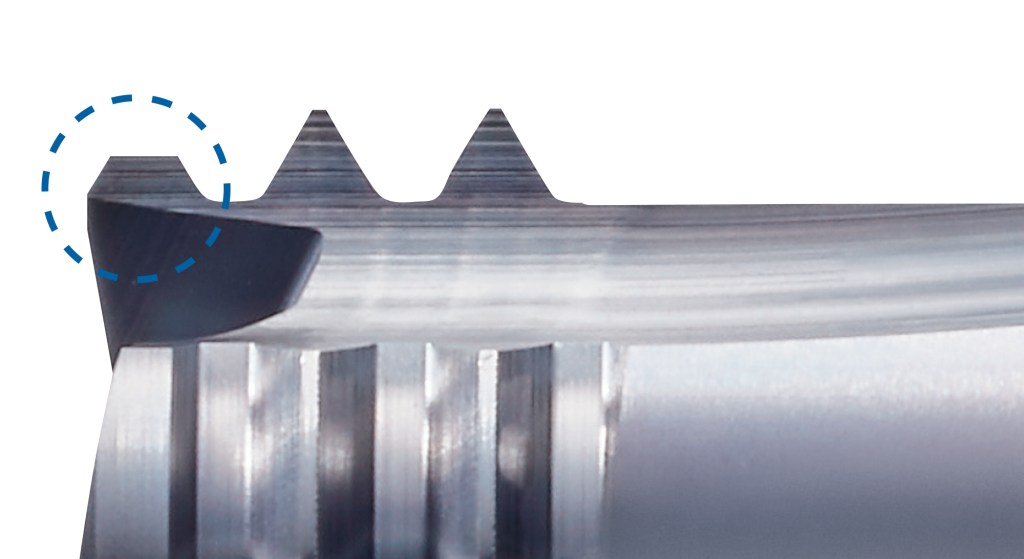
工具の倒れを抑制する特殊刃形
左刃仕様によりダウンカットで長寿命を実現
荒刃を付けることで負荷を分散
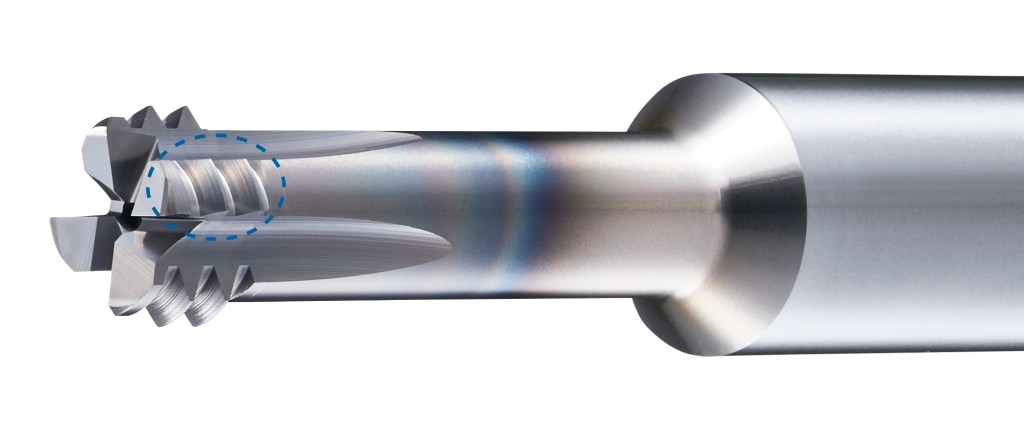
この製品の最大の特長は、工具先端にエンドミルのような底刃をつけることで60HRC程度の高硬度鋼に対し、下穴がない状態からヘリカル穴あけとねじ切りが同時加工できる点です。これにより下穴ドリルが不要となる為、例えば焼入れ後の金型に、設計変更等でめねじの追加が必要になった場合でも、AT-2が1本あれば対応が可能となります。また、イニシャルコストを大幅に削減可能になります。
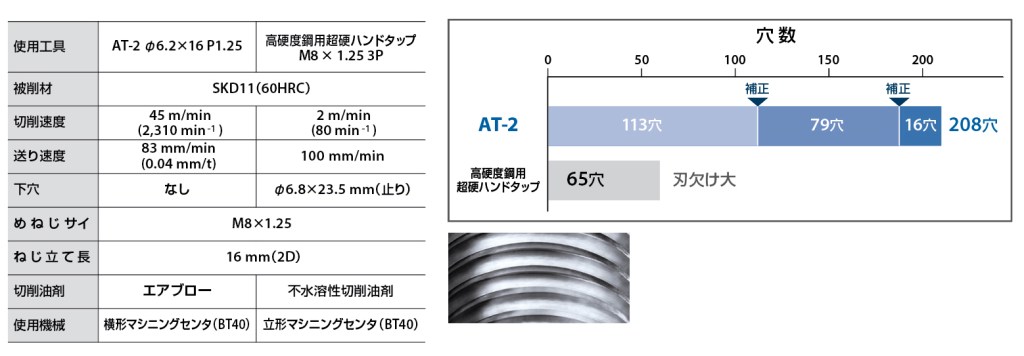
上図のように、AT-2はタップと比べて工具寿命も長いため、ランニングコストの削減も可能になります。
AT-2の形状の特長はいくつかありますが、もっとも注目して頂きたいのは左刃を採用している点です。AT-2は下穴無しで加工を行うため、口元から1ピッチずつの加工となります。右ねじを加工する場合、加工方向は右刃のスレッドミルであればアップカット、左刃のスレッドミルであればダウンカットになります。開発時に比較試験を行った結果 、左刃のダウンカットは右刃のアップカットに比べて2割程度耐久性が向上していました。そのため、AT-2では左刃を採用しています。使用時は主軸左回転の指示となりますので、ご注意下さい。
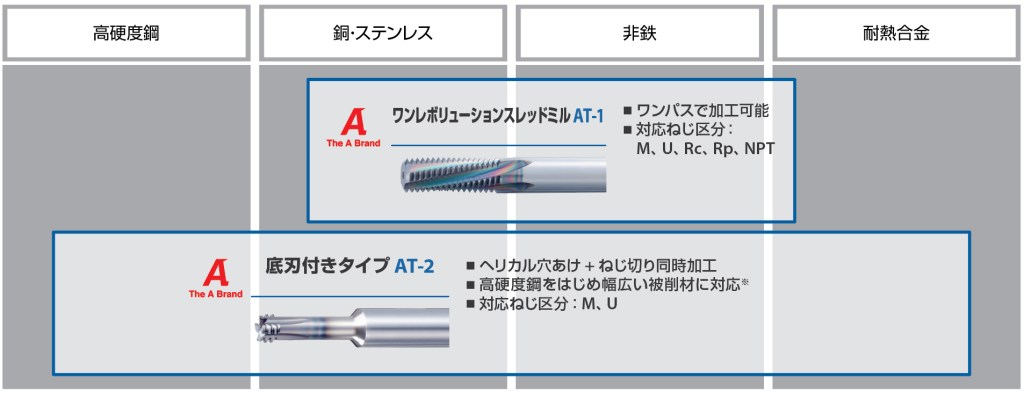
幅広い被削材に対応
AT-2は60HRCの高硬度鋼の加工を可能にすることを目的とし開発を進めてきましたが、一般鋼も加工が可能です。
下表にAT-1とAT-2の適用被削材の比較を示します。AT-2のほうが適用被削材の範囲が広くなっています。
このように、AT-2は非常に多くの効果が期待できますが、加工時間や工具寿命という点を考慮すると、最適工具の選定には十分な検討が必要となります。
加工時間は1ピッチ1回転で加工を行うタップの方が早く、工具寿命は公転1回でねじ立てが完了してしまうAT-1の方が優れていると考えられます。そのため、工具選定の際には、様々な観点からご検討ください。 スレッドミルによるねじ加工は成熟した切削プロセスです。信頼性が高く、仕上げ面精度やねじ精度も優れているため、従来のタップ加工を凌ぐ成果が期待できます。少量多品種の生産に対する対応が求められる現在、あらゆる被削材に対応できるAT-2は有効なソリューションです。

You must be logged in to post a comment.