川口王嗣、オーエスジー エンドミル開発エンジニア
近年、金型業界では以前に増して金型製作の短納期化が求められています。熱処理時間の短縮や熱処理によるひずみの影響をさけるため、高硬度焼き入れ鋼の直彫り加工へのニーズが高まっています。併せて高精度化ニーズも拡張しており、これらのニーズに応えるべく、3つの製品を開発しました。
金型を高精度に仕上げるには、切削工具の高精度化はもちろんのこと、工具の長寿命化も欠かせない重要な要素です。たとえ新品の状態で高精度に作りこまれた工具であったとしても、耐久性能が伴わなければ、早期に摩耗が進行し、工具の輪郭形状は崩れ、寸法が変化してしまい、金型の精度は低下してしまいます。今回、このような問題を解決し、金型製作の短納期、かつ高精度化に貢献できる最新の超硬ボールエンドミルAE-BM-H、AE-BD-H、AE-LNBD-Hの3製品をご紹介します。
これら3製品には、2018年にリリースした高硬度鋼加工に特化した「DUROREY(ディーロレイ)」コーティングを採用しています。本コーティングは、表層にシリコンカーバイド(SiC)を含有した耐摩耗性、耐熱性に優れた層を配置し、その下に優れたじん性を発揮する超微細ナノ周期積層構造を配置していることが特長です。結果、60HRCを超える被削材においても、従来の高硬度鋼用被膜と比べ高い耐チッピング性を発揮し、工具の長寿命化を実現しました (図1) 。


図1 DUROREYコーティングの特長
高能率型4刃ボールエンドミルAE-BM-H
AE-BM-Hは、高硬度鋼の高能率かつ安定加工をコンセプトに開発した製品で、鍛造金型、プレス金型、ダイカスト金型が主なターゲットとなります。ボール刃のスパイラルカーブを従来同等品に対し強くねじることで切削抵抗を低減しました。また不等分割刃を採用することで振動の周期性により増幅される自励振動を抑制し、高硬度鋼加工時に発生しやすいびびり振動を抑制しています。図2は切削抵抗の比較データです。試験ワークの直角コーナ部分では、接触する切れ刃数が増加するため、従来製品は切削抵抗の増加が顕著なのに対し、AE-BM-Hではわずかな切削抵抗の増加に留まっています。
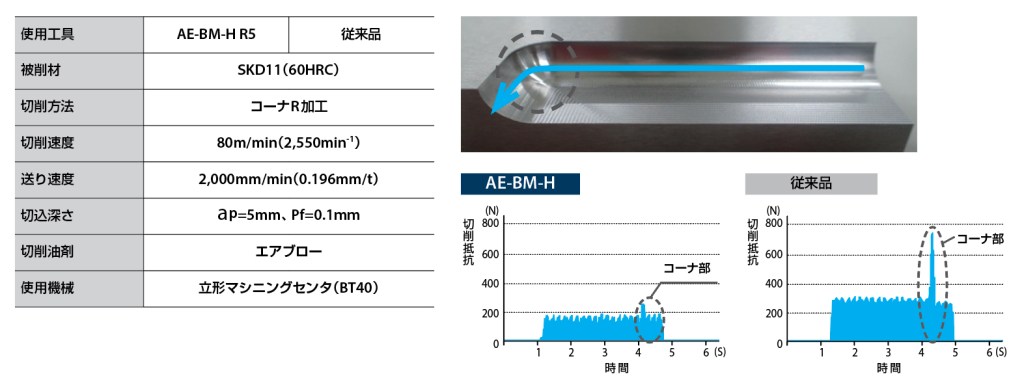
図2 AE-BM-Hと従来品の切削抵抗の比較データ
図3は高硬度に熱処理されたハイス鋼における耐久試験データです。切削抵抗の大きなハイス鋼においても、安定した高能率かつ長寿命な加工を実現しています。
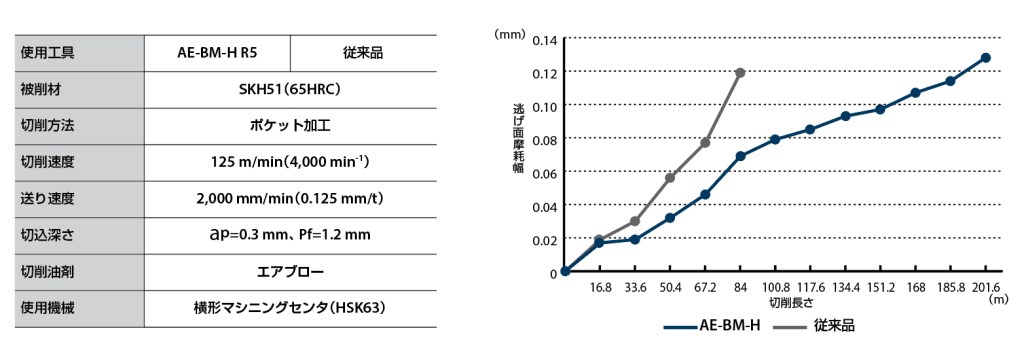
図3 高硬度鋼SKH51(65 HRC)の耐久試験データ
このように、従来品では困難であった高硬度鋼の高能率加工を可能としたAE-BM-Hは、今後もより短くなると予想される金型製作の納期に応えられるエンドミルです。現状2枚刃のボールエンドミルで荒取りおよび中仕上げ加工を行っているユーザ様に対し、4枚刃による加工能率および安定性の向上メリットを訴求していきます。
高精度仕上げ用2刃ボールエンドミルAE-BD-H
AE-BD-Hは、従来品から単にコーティングを変えただけではありません。刃形状、超硬母材の全面的な見直しを行い、加工面精度にとことんこだわって開発しました。可変ネガスパイラルギャッシュの採用、併せてボール中心部の形状を見直しています。それによりボール先端部を使用した加工においては刃先がつぶれにくくなり、外周刃付近を使用した場合には工具がワークに食いつきやすくなり、加工品位の向上を実現しました。ねじれ角も従来品の30°とは異なり、AE-BD-Hは25°を採用しています。ねじれ角を弱くすることで刃先強度を向上させ、高硬度鋼加工における刃先の信頼性を高めています。R精度はR0.5~R6まですべてのサイズで±5μm(マイクロは100万分の1)を実現し、さらに従来品よりも180°間安定したR精度を確保しています(図4)。

図4 AE-BD-HおよびAE-LNBD-Hと従来品のボール部R精度の比較
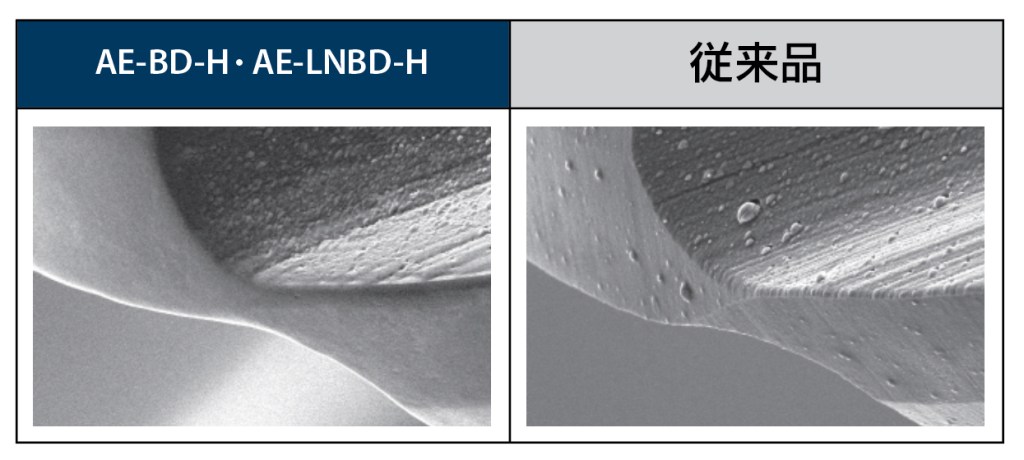
図5 AE-BD-HおよびAE-LNBD-Hと従来品の表面の比較
図6は高硬度鋼SKD11(60HRC)の耐久試験データです。AE-BD-Hは他社と比較しても優れた耐久性を実現しています。
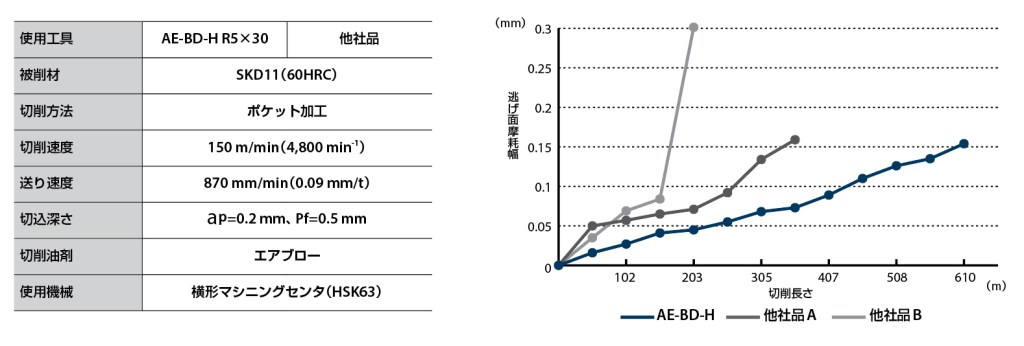
図6 高硬度鋼SKD11 (60 HRC)の耐久試験データ
このように、AE-BD-Hは、5軸加工など突出し量を抑制できる加工環境や、比較的突出し量の短い加工に最適な、高精度仕上げ用ボールエンドミルです。
高精度仕上げ用ロングネックボールエンドミルAE-LNBD-H
AE-LNBD-HはAE-BD-Hのロングネックタイプという位置付けではありますが、単に首下長を伸ばしただけではなく、いかに突出し長さが長い不安定な加工環境下において良好な加工面と寸法精度が得られるかを追求し、ロングネックに最適な仕様を施した製品です。R精度はR0.25以下で±3μm、R0.25を超えると全て±5μmとなっており、R0.25以下は、従来品に対して高精度化を実現しています。加えて、AE-BD-H同様に180°間安定したR精度とh4シャンクを採用することで、従来品と比較し、より高精度な加工が可能となります。 ロングネックタイプは工具にたわみが生じやすい点が、開発における最大の課題です。工具がたわんでしまっては狙い通りの寸法に仕上がらず、金型の精度に直結するからです。AE-LNBD-Hは極力たわみを抑制するよう、短い突出し長さを前提とするAE-BD-Hとは別の超硬母材を採用し、加えてすくい角やねじれ角等を最適な仕様に調整することで、たわみを抑制しています。また、外周刃のティアドロップ形状の採用により、最外周部を使った加工において、被削材と工具が点接触となることで、びびり振動が起こりにくい工夫も施しています(図7参照。R2以上は除く)。

図7 AE-LNBD-Hと従来品の外周刃形状の比較
ねじれ角はAE-BD-Hが25°に対し、AE-LNBD-Hが30°を採用しています。これは、突出し長さが短いAE-BD-Hでは刃先の信頼性を重視したのに対し、突出しが長く不安定な加工環境となりやすいAE-LNBD-Hでは刃先強度よりも被削材に対する刃先の食いつき性を重視したためです。
ロングネックに最適な仕様を実装したAE-LNBD-Hですが、最適な仕様の実装のみでは顧客に満足していただけないと考えました。それはロングネックボールエンドミルを使いたいシーンは無尽蔵にあり、そこに対応できる「豊富なラインナップ」が揃っていることが大前提となるからです。AE-LNBD-Hはさまざまなシーンで最適な首下長さ、シャンク径が選べるよう、従来品が189アイテムであったのに対し、261アイテムものラインナップを揃えることで様々なシーンで最適な首下長さを選んでいただけるようにしました。
図8はSKD11(60HRC)における耐久試験データで、AE-LNBD-Hは他社品と比較しても優れた耐久性を実現しています。
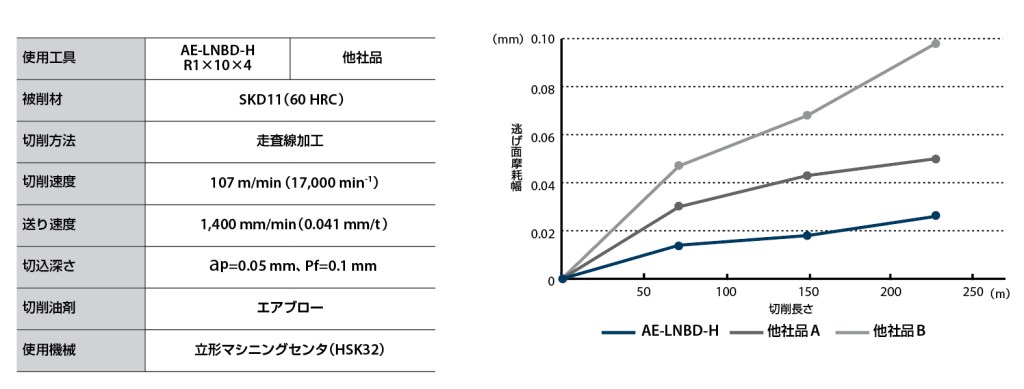
図8 SKD11 (60 HRC)における耐久試験データ
図9はSTAVAX(53HRC)加工時の加工面データです。AE-BD-Hと同様に表面の平滑化処理の採用をしているため、高精度かつ鏡面のような高い加工面品位が得られます。
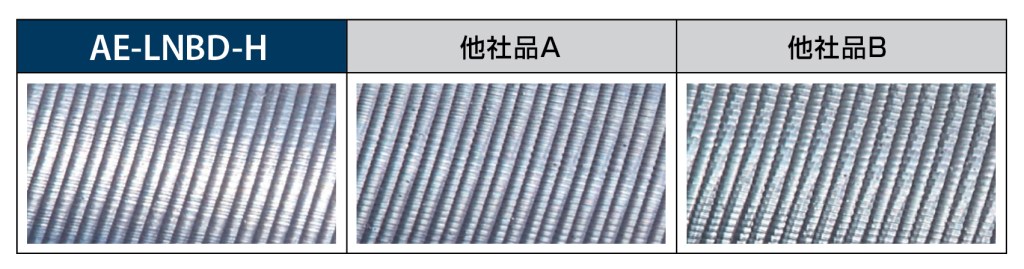
図9 STAVAX (53 HRC)加工時の加工面
高精度な金型を製作するには高精度な工作機械、高精度な工具と共に高精度なツールホルダの選定も重要な要素です。オーエスジーではドイツHAIMER社製の高精度なホルダも取り扱っており、今回紹介した試験データは、全て同社製の高精度シュリンクホルダを使って加工しています。高硬度鋼用超硬ボールエンドミルは、同社製ほか高精度ホルダと組み合わせて使用して頂くことで工具の性能を最大限に発揮することが可能となります。
以上が、オーエスジーが自信を誇る最新高硬度鋼用超硬ボールエンドミル3製品です。 ぜひ一度、ご使用ください。

You must be logged in to post a comment.