ステンレス用スパイラルタップ
小野 桂太 デザインセンター タップ設計開発グループ・タップ開発チーム
はじめに
タップ加工の主なトラブル要因は、切りくず排出の不安定さにあります。オーエスジーの高能率・多機能タップA-TAPは、従来にない切りくず排出性を実現するとともに、さまざまな被削材への対応を可能にしました。しかし、粘りが強いステンレスでは切りくず離れが悪く、切りくずの絡みつきによる「タップの折損」や「めねじの精度不良」を引き起こすことがあります。そこで、これらの課題を解決するために開発したのが、ステンレス用スパイラルタップA-SFT-SUSです。ステンレスの安定加工と生産性向上を実現するA-SFT-SUSはM3〜M12の7アイテムをラインナップし、2026年3月に発売を開始しました。

■ ステンレス加工の課題:切りくず絡み
ステンレス(特にSUS304・316)は粘りが強く、切りくずが長く連続しやすいです。そのため、タップ加工中に切りくずが溝やシャンクに絡みつき、折損や精度不良を引き起こすことがあります(図1)。絡みついた切りくずを除去するために機械を停止せざるを得ません。この「切りくず絡み」がタップ加工の効率低下および自動化を阻害する最大要因とされています。 A-SFT-SUSは、これを解決するために以下の要素を最適化しています。

図1 切りくず絡みつきの様子
● ステンレス加工に最適化した刃溝仕様
切りくず排出性を向上させるため、刃溝の形状をステンレスの特性に合わせて最適化しました。切りくずをスムーズに排出し、絡みつきを大幅に抑制します。
● 最適化されたシャンク長
長い切りくずがホルダ端面にぶつかることで切りくずの流れが不安定になります。その切りくずの流れを安定させ、切りくずの絡みつきを抑制します(図2)。
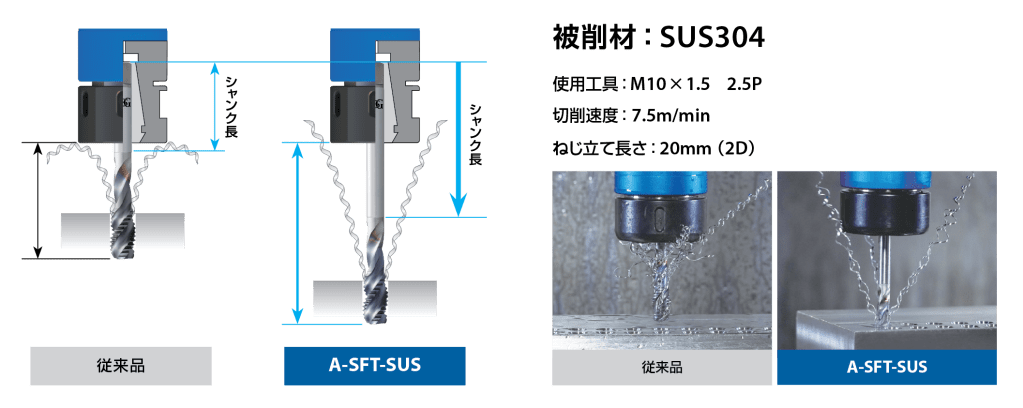
図2 作業効率を高めるスムーズな切りくず排出の仕組み
■ 劇的な機械停止削減効果
A-SFT-SUS M8×1.25を使用し、SUS316加工深さ2Dを500穴加工した際の機械停止回数を従来品と比較しました(図3)。
- A-SFT-SUS:7回
- 従来品:20回
となり、約65%の停止回数削減が確認されました。
切りくず絡みは「機械停止 → 手作業除去 → 再加工」という悪循環が発生するため、この削減効果は作業効率向上・自動化推進に大きく寄与します。
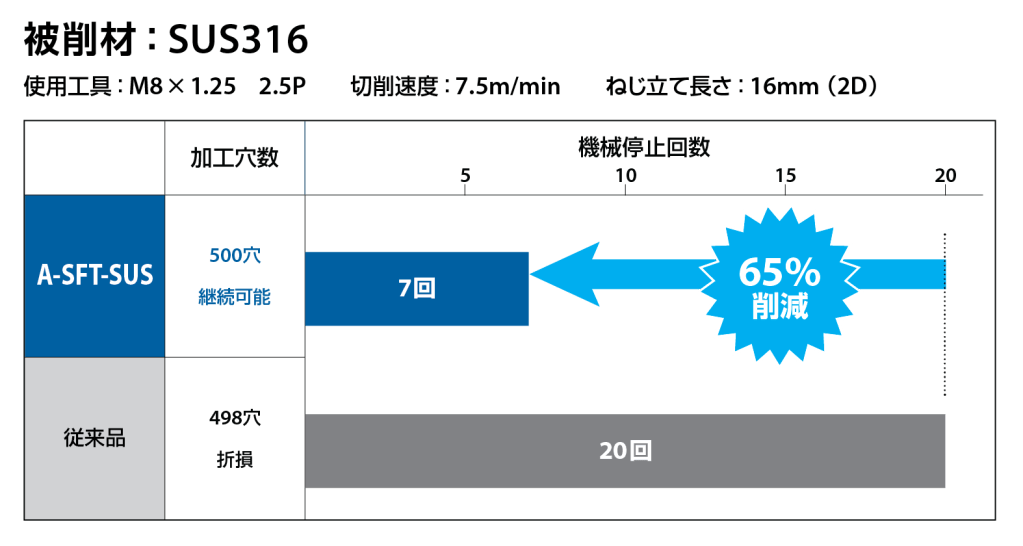
図3 切りくず絡み回数の比較
■ 圧倒的な耐久性
耐久性の向上は、工具交換頻度を削減し、生産性向上・省人化を実現します。
図4にSUS316での従来品との耐久性の比較を示します。
- A-SFT-SUS:2,000穴、継続加工可能
- 従来品:498穴で折損
という結果が示され、約4倍以上の寿命向上が確認されました。
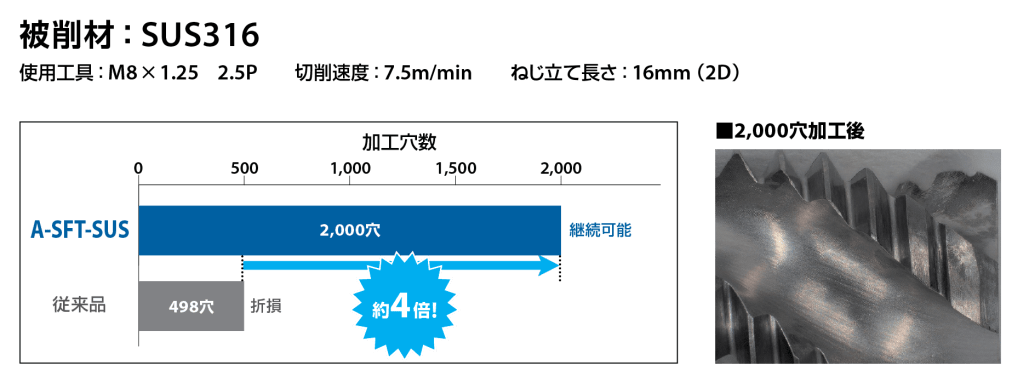
図4 SUS316の耐久性の比較
■ 加工事例
その他の加工事例を紹介します。
● SUS304(立形マシニングセンタでの加工)
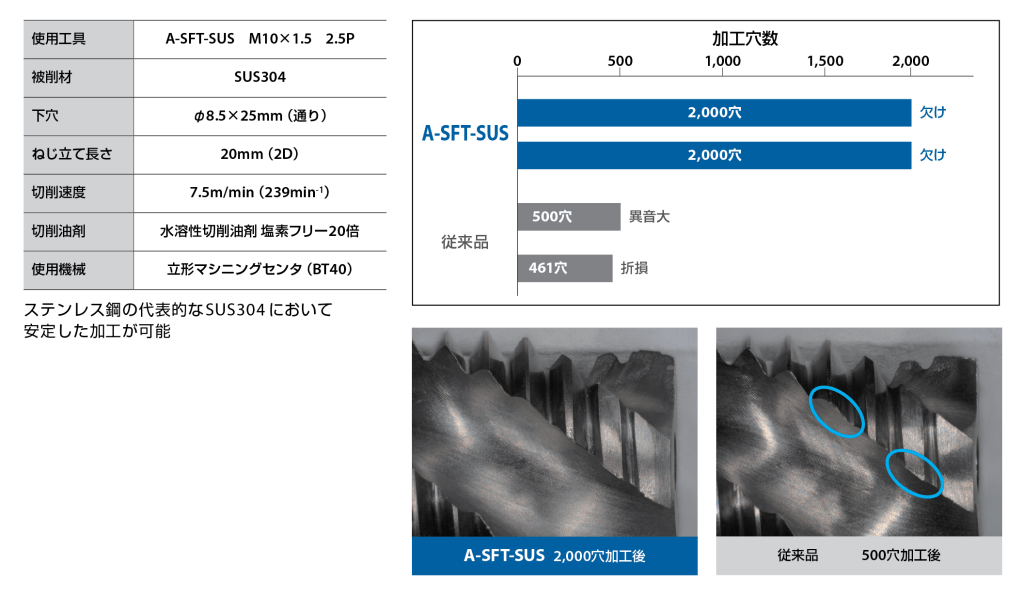
A-SFT-SUSは安定した高い耐久性を示しました。
● SUS304(横形マシニングセンタでの加工)
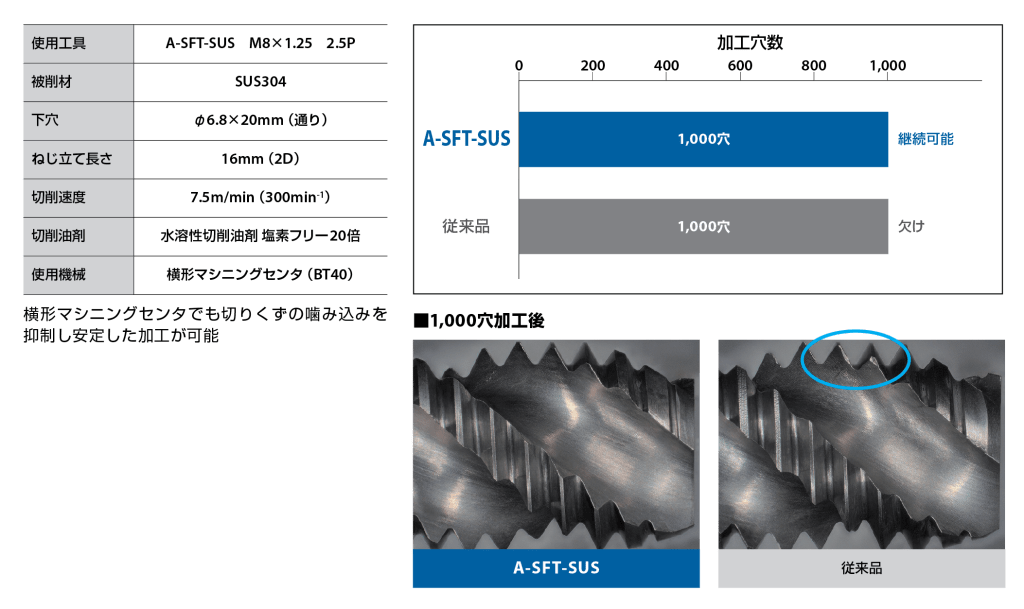
A-SFT-SUSは、横形マシニングセンタでの加工においても切りくずの噛み込みを抑制し、欠けを起こすこともなく、1,000穴加工後も継続可能な摩耗状態でした。
● SUS316(立形マシニングセンタでの加工)
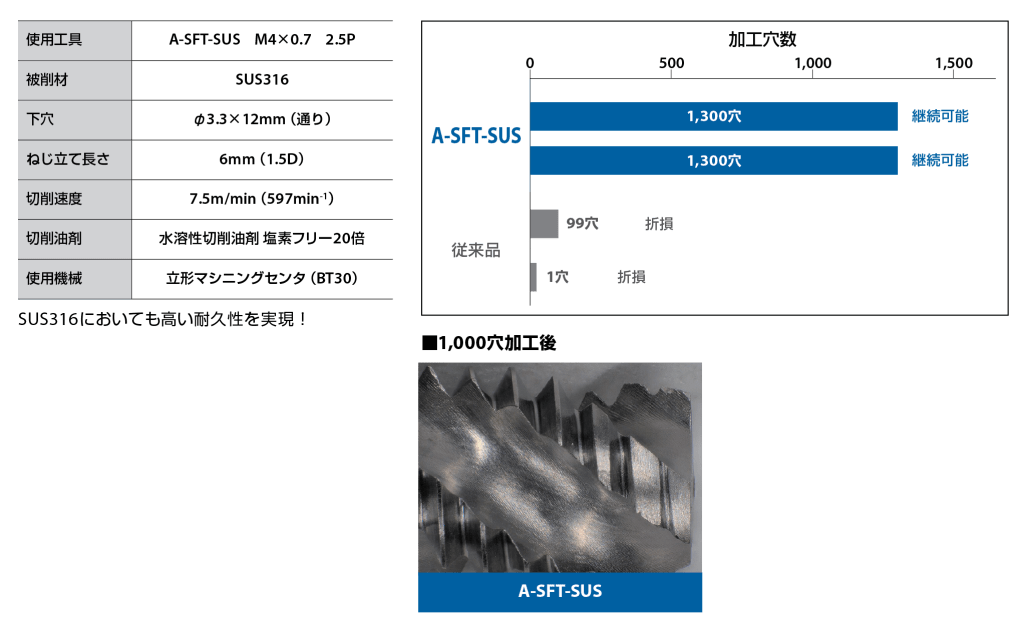
小径のM4×0.7においても、安定して高い耐久性を得ることができました。
■ 下穴径と推奨切削条件
ステンレスは切りくずが強靭で切りくず処理が難しいため、下穴径はめねじの内径寸法が許す限り大きめに設定を行なってください。
代表例
- M6 × 1:推奨下穴径φ5.1
- M10 × 1.5:推奨下穴径φ8.6
切削条件に関しては、切削速度5〜10 m/min が推奨領域です。
最後に
A-SFT-SUSは、ステンレス加工で困っているお客様に効果を実感していただけるタップです。
- 機械停止回数の削減
- 人手による切りくず除去作業の減少
- 加工安定化による生産性向上
- 寿命延長による工具廃棄量の削減
これらの効果により、「省人化」「環境負荷の低減」に貢献するタップとしてぜひ使用していただきたいです。

You must be logged in to post a comment.