仕上げ加工用 2枚刃CBNボールエンドミル
永井 保 オーエスジー株式会社 デザインセンター ミリング開発チーム
オーエスジーは微細精密加工分野への拡大を推進しています。この分野では、ワークの高硬度化に加え、高い加工精度が求められます。そのため、工具素材としては世界で最も硬い物質であるダイヤモンドが最適といえます。しかし、ワークが鉄系素材の場合は、ダイヤモンドがワークに反応して摩耗が急速に進行するため適していません。鉄系素材ワークに対して安定した切削が可能であり、ダイヤモンドに次ぐ硬さを持つ工具材質がcBN(Cubic Boron Nitride:立方晶窒化ホウ素)です。CBN-FB2はcBNを採用しています。

CBN-FB2は主に金型加工で使用されます。金型は用途により様々な種類がありますが、近年は高付加価値金型が増加しています。このような変化に対応するため2枚刃CBNボールエンドミルCBN-FB2を開発しました。
加工面品位向上
金型により製造された製品の表面には、金型の表面性状が転写されます。そのため、切削加工での仕上げ加工後に磨き工程が必要となる場合があります。この磨き工程は金型の品質や寿命に影響する重要な工程であり、金型の種類によっては鏡面仕上げが求められます。しかし、この磨き工程は手作業で行うため金型製造のコストやリードタイムに大きく影響します。この磨き工程の負担を減らすには、切削加工で加工面品位(面粗さや精度)を向上させる必要があります。そのため、一般的には切込み量(Pf)を小さくすることで、加工面粗さを向上させますが、加工時間が長くなってしまいます。CBN-FB2には、加工時間を延ばさずに加工面粗さを向上させるための様々な仕様を盛り込みました。
マイクロレリーフ
図1に工具外観とマイクロレリーフのイメージ図を示します。マイクロレリーフは、逃げ角と逃げ面幅が小さく設定されており、バニッシュ効果によって加工面粗さを小さくすることができます。逃げ角が小さいほどバニッシュ効果は高くなりますが、切削抵抗が大きくなるため加工中に工具がたわみ、狙い通りの寸法に入りにくくなります。また、マイクロレリーフにより、摩耗による工具の形状変化を抑えることができます。CBN-FB2では逃げ角と逃げ面幅を最適化し、加工面品位の向上と加工精度の維持を両立しています。
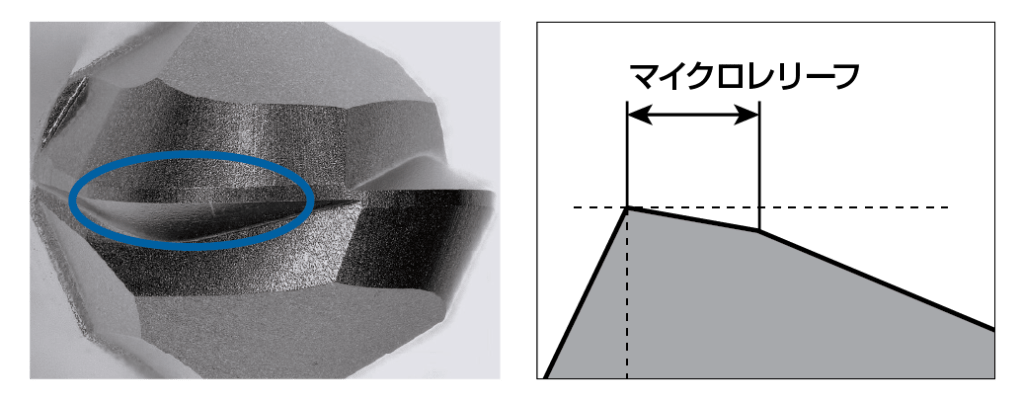
図1 工具外観とマイクロレリーフのイメージ図
鋭利な切れ刃
図2にCBN-FB2と従来品のボール2番面の研削面を示します。刃先稜線はボール2番面とギャッシュ面で構成されています。刃先の鋭利さを決める重要な要素がボール2番面の研削品位です。CBN-FB2は、この研削品位を向上させるため研削方法へ変更しました。それにより、刃先稜線が鋭利になり良好な加工面品位が得られています(図3)。また、切削加工時にcBNの構成粒子が脱落することで摩耗が進行する場合があります。刃先稜線の品位が向上することで構成粒子の脱落による摩耗進行が抑制され、耐久性向上にもつながりました。
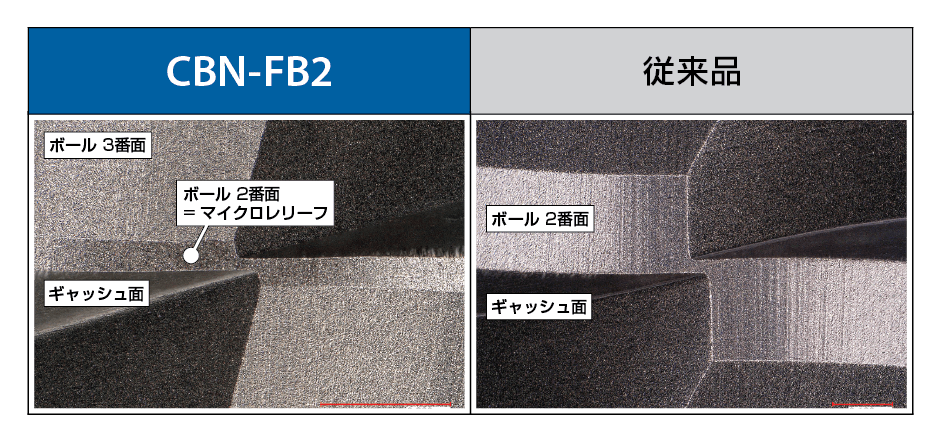
図2 ボール2番面の比較
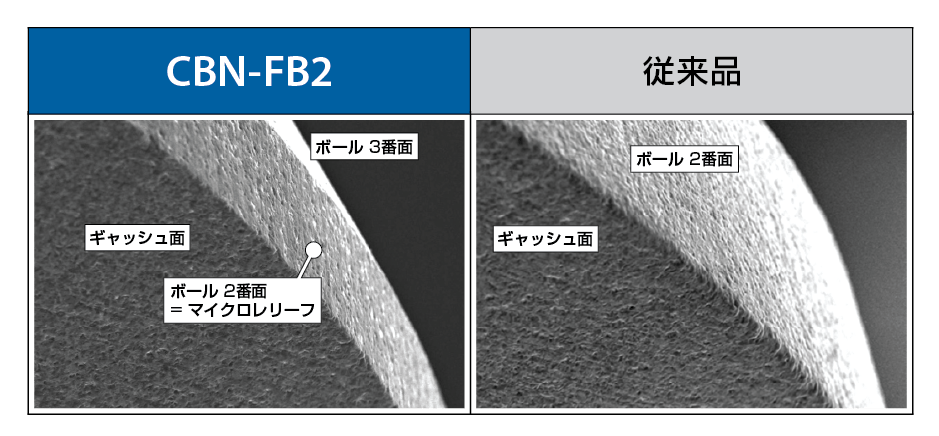
図3 切れ刃拡大写真
光沢のある仕上げ面
図4にCBN-FB2と従来品との加工面比較を示します。
従来品では加工面が白く曇っているのに対し、CBN-FB2は撮影時のカメラレンズの映り込むほど光沢のある良好な加工面となり、面粗さも向上しています。これはマイクロレリーフと鋭利な切れ刃による効果です。
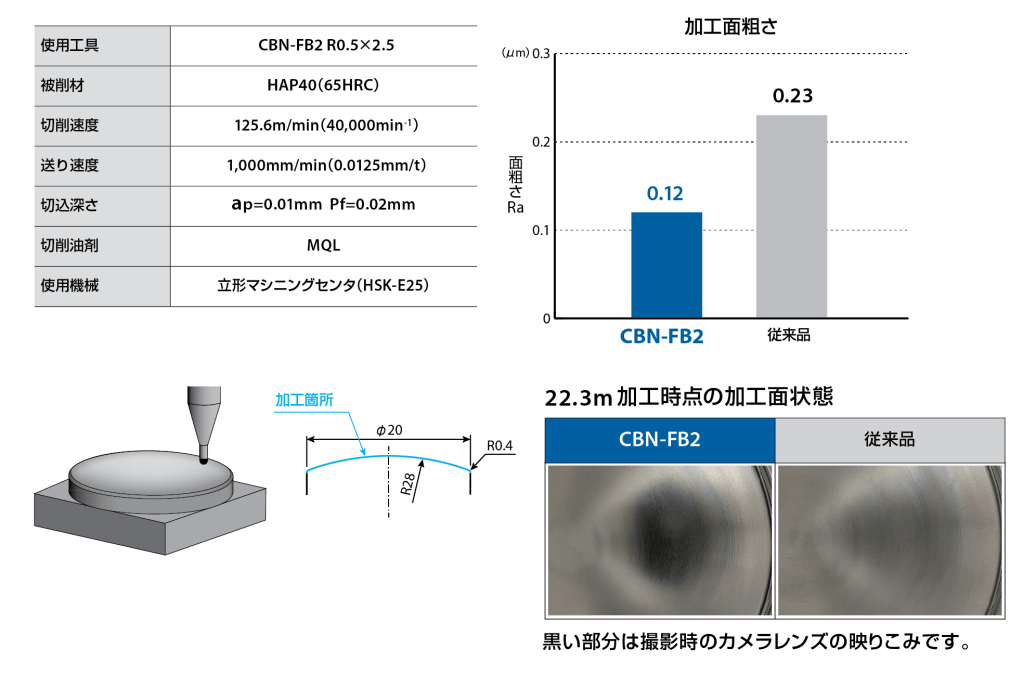
図4 CBN-FB2と従来品の加工面比較
良好な加工面品位を維持
図5にCBN-FB2と他社品との切削長さに対する面粗さを比較した結果を示します。切れ刃の同じ位置だけを使用する加工で800m(約9時間)加工後は刃先の損傷が進んでいますが、面粗さは初期段階と同等のまま維持されています。
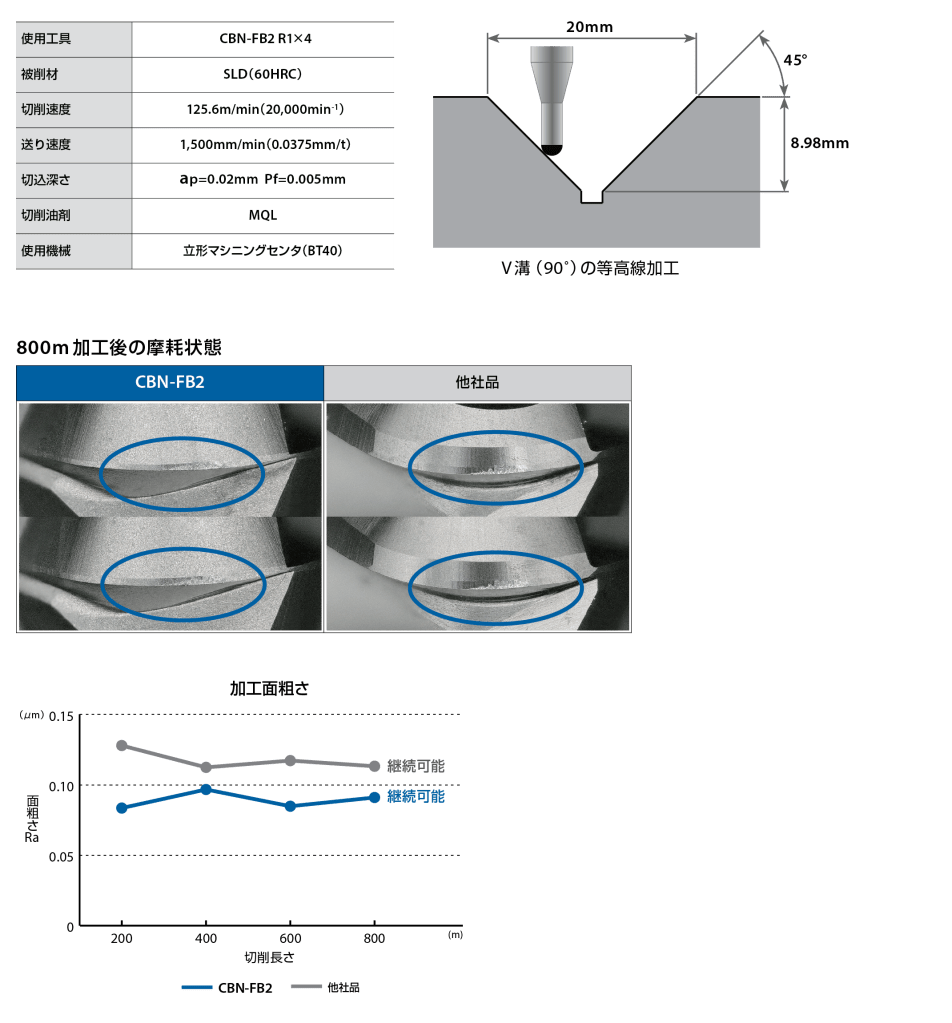
図5 新製品の加工面品位維持性
CBN-FB2は金型加工における複雑、精密、大型の高付加価値化に対応するため、このほかにも様々な仕様を盛り込んで開発しました。引き続き、市場ニーズに対応した新製品開発を進めています。今後のシリーズ展開にご期待ください。

You must be logged in to post a comment.