高性能・低炭素型転造タップ
溝口哲也 オーエスジー株式会社 開発グループ 穴開け開発チーム
1.はじめに
オーエスジーは2024年11月に開催されたJIMTOFにて新しい盛上げタップ「GREEN TAP」を発表し、同月20日に発売しました。GREEN TAP(以下Green Roll Tapを略しGRT)は、工具製造時のCO2排出量を削減しつつ、工具としての性能を向上させた革新的な盛上げタップです。
盛上げタップは塑性変形でめねじを形成するため、切りくずが発生せず、切りくずが原因となる加工トラブルを回避できます。GRTは従来の盛上げタップとは異なる製造方法を採用し、工具製造時のCO2排出量を削減しています。さらに、特長的な工具形状により、性能も向上しています。使用工具をGRTに切り替えるだけで、カーボンニュートラルの実現に貢献できます。環境配慮と高性能を両立した、全く新しい盛上げタップGRTを紹介します。
2.GRTの特長
GRTの革新性は、その形状や仕様にあります。主な特長をご紹介します。

2.1 心厚
従来の盛上げタップには加工時に切削油剤を食付き部へ供給するための油溝があります(図1左)。GRT(図1右)は油溝を完全になくすことで心厚(断面積)を大きくしました。例えば、M6×1では従来品と比べ心厚が11%、断面積は24%増加しています(図2)。これにより、工具の強度が飛躍的に改善され、耐折損性が向上しました。
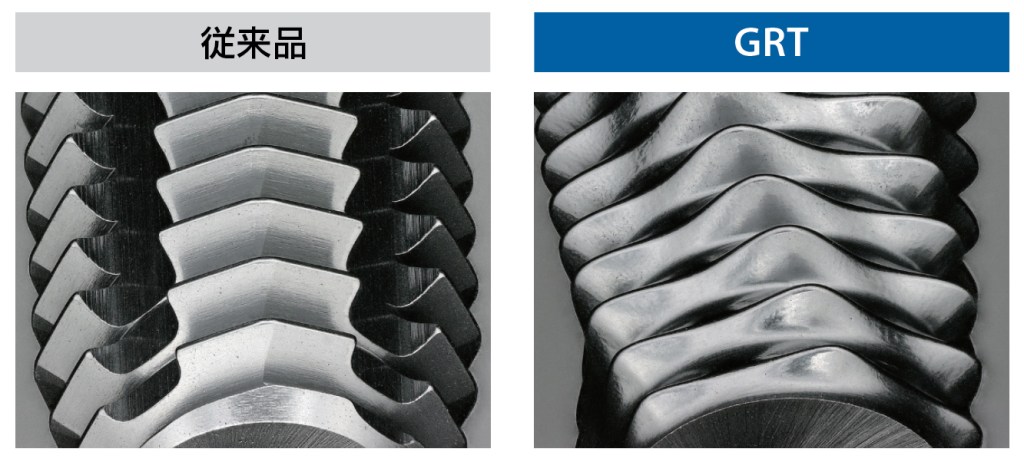
図1 形状比較
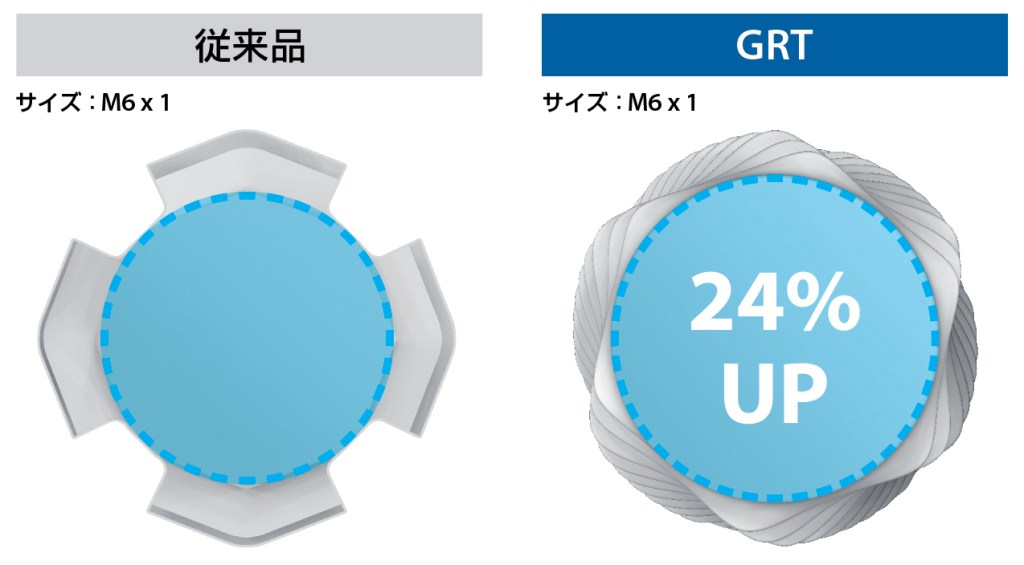
図2 断面形状
2.2 ねじり強度
タップは加工時に大きなねじりモーメントがかかるため、折損リスクの高い工具です。折損トラブルが発生すると、折損したタップが加工物に残るため取り除く必要が生じ、避けたいトラブルの1つです。GRTでは心厚を大きくし、応力集中を大幅に低減するねじ部仕様を採用しました(図3)。有限要素法による解析では、最大応力が従来品の3,088MPaから1,551MPaに減少しています。さらに、エッジを滑らかで丸みのある形状にすることで、強度を安定させています。

図3 応力解析 | 左:従来品、右:GRT
2.3 潤滑性能と冷却性能の向上
ねじり強度を向上させるために油溝をなくすと、潤滑性能や冷却性能が低下する可能性があります。GRTは以下の3つの対策により性能を維持・向上させています。
(1)切削油剤の流路設計
GRTは、切削油剤が刃先付近までスムーズに流れるように設計されています。流体解析の結果、従来品よりも多くの切削油剤が刃先付近まで到達し、発熱部の潤滑・冷却性能が向上しています(図4)。

図4 刃先付近の流体解析
(2)タップねじ部の面粗さ
工具製造方法の改良により、GRTのねじ部の面粗さが大幅に改善されています(図5)。これにより摩擦熱が抑えられ、工具寿命の延長につながっています。
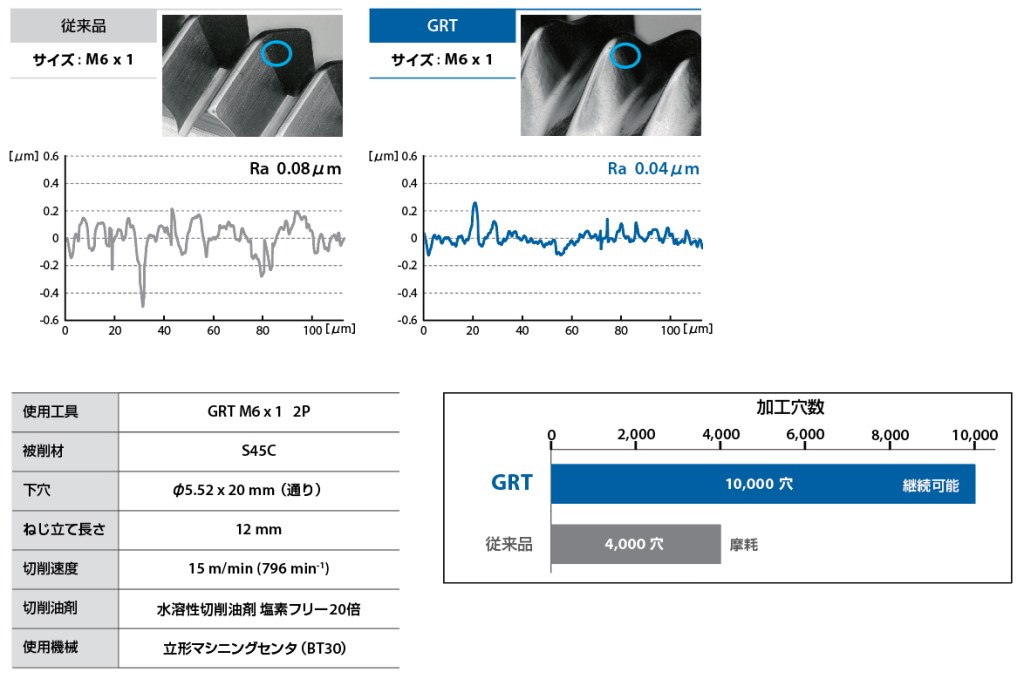
図5 ねじ部の面粗さ
(3)新開発のねじ山形状
従来、タップのねじ山角度は加工されるねじ山角度と同じ角度に設定されています(例えば、メートルねじであれば「60°固定」)。GRTはこの設計概念を打破し、山角度を変化させる新しい塑性変形メカニズムを採用しました(図6)。これにより、刃先強度が向上し、切削油剤が刃先まで到達しやすい形状を実現しました。
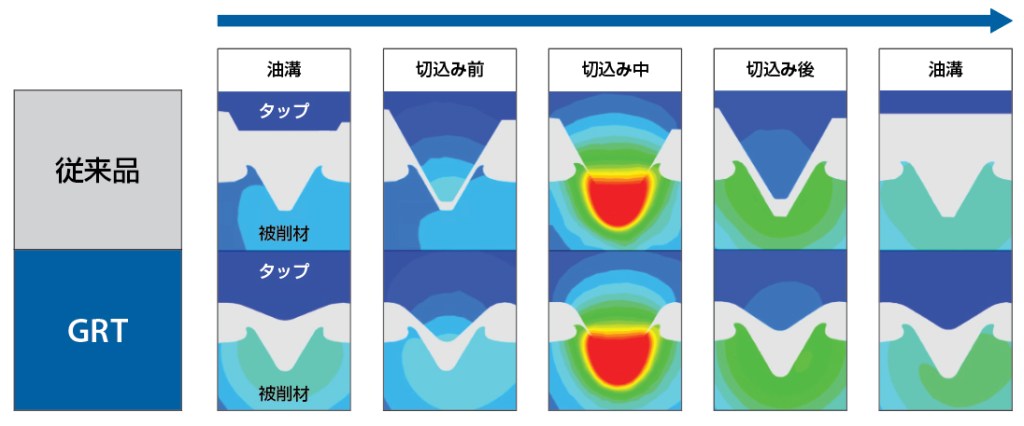
図6 断面図による塑性変形メカニズム
2.4 切削抵抗値の低減
GRTの切削抵抗値を従来品と比較した結果を示します(図7)。GRTはトルクを10%、スラスト力を55%低減しました。これにより、折損リスクが低減し、発熱を抑え工具寿命の延長が可能になりました。

図7 切削抵抗値の比較
3.加工データ
被削材SUS304、M1×0.25とM6×1の加工試験結果を示します(図8)。従来品に対して高い耐久性を実現しています。また、鋼やアルミニウム合金など、さまざまな被削材でも高い耐久性が得られます。
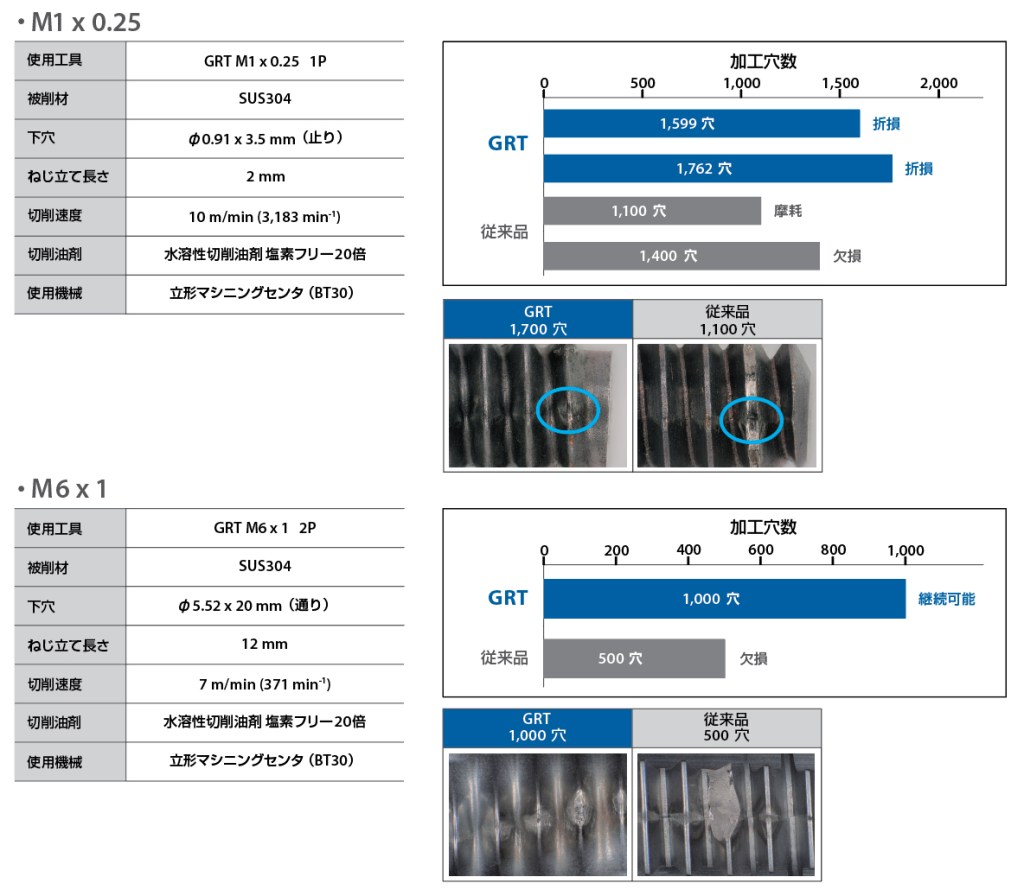
図8 切削試験結果
4.環境配慮
従来の環境配慮型製品は、長寿命化による廃棄物削減や高能率加工による消費電力の削減を提案していますが、ユーザの使用方法に依存してしまいます。これに対してGRTは、製造段階でのCO2排出量削減を実現した低炭素型製品です。例えば、M6×1では製造時のCO2排出量を従来品と比較し35%削減しました。使用するタップをGRTに切り替えるだけで、簡単にCO2排出量を削減可能です。また、GRTを使用する際、下穴径は従来の盛上げタップと同じであるため、加工現場への導入も容易です。
5.おわりに
GRTは、持続可能な社会の実現に貢献する盛上げタップです。例えば、「タップが折れて困っている」「工具寿命を延ばしたい」「効率よくCO2排出量を削減したい」といった課題を抱える方々に、ぜひお試しいただきたい盛上げタップです。
GRTの導入により、環境負荷を軽減しつつ、高い加工性能を実現することが可能です。ぜひ、この新しい盛上げタップで、次世代の加工技術を体験してください。

You must be logged in to post a comment.