超硬防振型エンドミルロング形 AE-VMLによるクランプシステムの生産性向上
Peter Cramer Jensen | OSG Scandinavia
1998年に設立されたMaskinfabrikken Polund A/S(以下、Polund社)は、工作機械用クランプシステムの製造と金属加工を手掛けています。Polund社はデンマーク中部のオッテルプという町にあり、生産工場の敷地面積は約1,600平方メートルです。そこでは10人の従業員が働いています。

デンマーク中部の町オッテルプにあるMaskinfabrikken Polund A/S(Polund社)は、工作機械用クランプシステムの製造および金属加工を行っています。
設立当初、Polund社の主な業務は、フライス加工と平面研削などの金属加工でした。しかし現在では、自社ブランドのPRO-CLAMP Systemsが主力製品となっています。このシステムは、14年以上前に自社の生産を最適化するために開発されました。当時、Polund社は高性能な工作機械をより最適化するため、加工中の機械調整や切りくずの除去にかかる時間を削減したいと考えていました。このような課題を解決するため、PRO-CLAMP Systemsを開発し、その結果、切りくず除去、加工中の機械調整、ワークの脱着を最小限の時間で行えるようになりました。

PRO-CLAMP Systemsは、Polund社の生産を最適化するため14年以上前に開発されました。
現在、PRO-CLAMP Systemsは大幅に進化しています。標準品に加えて、顧客の生産能力を最大化するための特殊品の提供もしています。Polund社が保有する工作機械のうち10台で、標準品と特殊品のPRO-CLAMP Systemsを生産しています。生産量の約70%が標準品で、その他30%が特殊品です。約50%の製品がドイツやアメリカなど海外に輸出されています。
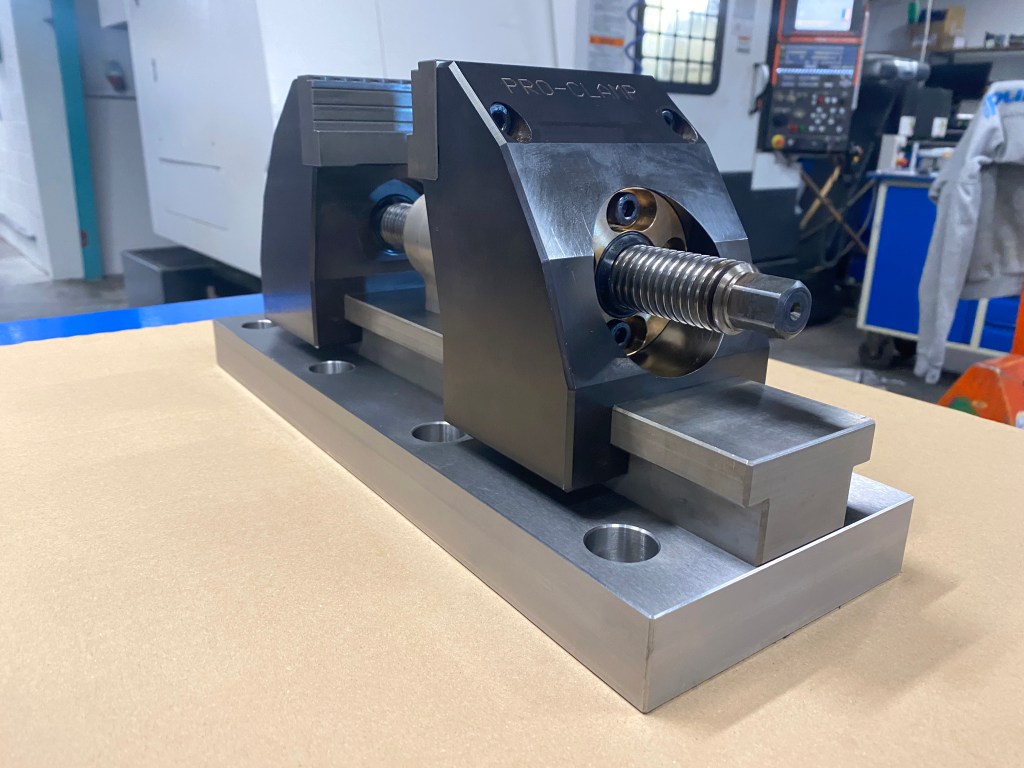
Polund社製のPRO-CLAMP 5軸バイスは、クランプ距離が長く、5軸加工に関連するあらゆるクランプに最適です。
近年、Polund社は深いポケット加工を行う際に発生する大量の切りくずを効率的に除去するPRO-CLAMP Systemsの生産性を向上させる方法を模索していました。その加工は、Uddeholm製Holdax材(DIN 1.2311;プリハードン鋼)から6個の部品を生成します。MST製の焼きばめホルダを使用し、マザック製VTC 830 SRマシニングセンタ(BT40主軸)で加工しました。
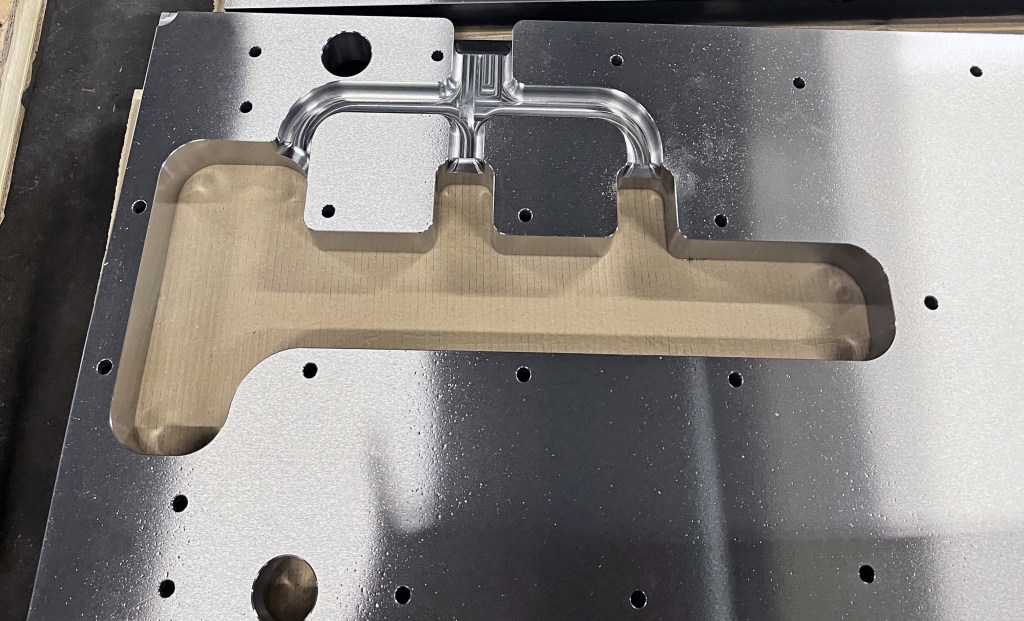
特殊品クランプシステムの6つの部品のうちの1つ。
Polund社は、以前からオーエスジーの工具を使用していたため、この切りくず除去の問題解決をオーエスジーに依頼しました。OSG Scandinavia営業担当のMorten Larsenは、Polund社を訪れ、加工内容を詳細に確認した結果、超硬防振型エンドミルロング形 AE-VML(EDP# 8556378、16 x 64、5枚刃)を提案しました。

AE-VMLは、超硬防振型エンドミルAE-VMシリーズの一つで、様々な加工に優れた仕上げ面と、高能率加工を実現します。
超硬防振型エンドミルロング形 AE-VMLは、オーエスジーの超硬防振型エンドミル AE-VMシリーズの一つで、様々な加工において高能率加工と優れた仕上げ面を実現します。AE-VMシリーズに採用されている鋭いポジすくい角形状は、切削抵抗を大幅に低減することで、高い切削条件下でも工具の摩耗進行を抑制し、良好な加工精度が得られます。また、不等リード、不等分割により、びびりが最小限に抑えられます。さらに、高剛性で良好な切りくず排出性を可能にする溝形状は、安定した加工を可能とし、トラブルのない切りくず排出を実現します。表面処理にはオーエスジー独自のDUARISEコーティングを施すことで、優れた潤滑性、耐摩擦性、高温耐酸化性により、工具寿命を向上します。AE-VMシリーズは、ステンレス鋼、鋳鉄、炭素鋼、合金鋼、焼入れ鋼の幅広い材料の加工に対応しており、様々なサイズと形状がラインナップされています。
Polund社は従来、TiCNコーティングを施した他社製の超硬ソリッドエンドミル(外径16 mm、5枚刃)を使用していました。水溶性切削油剤(8~18%)を用いて、切削速度251.2 m/min(5,000 min-1 )、送り速度3,500 mm/min(0.14 mm/t)、ap=40 mm、ae=0.5 mmで加工しており、切りくず排出量は70 cm3 /minでした。一方、AE-VMLは、エアブローにて、切削速度140.7 m/min(2,800 min-1 )、送り速度7,000 mm/min(0.5 mm/t)、ap=40 mm、ae=1 mmで加工され、4倍の切りくず排出量280 cm3 /minを達成しました。
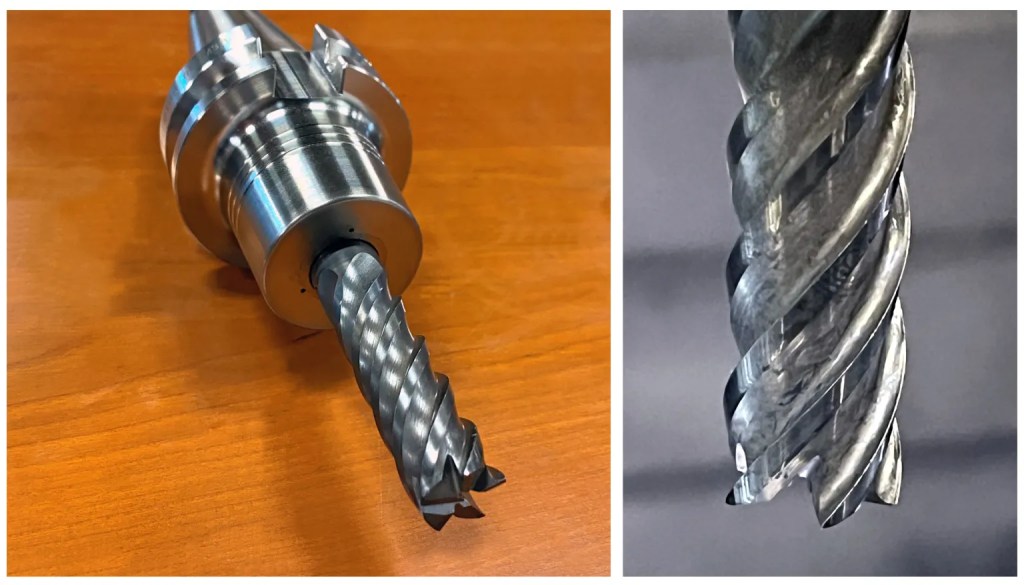
左:MST製の焼きばめホルダに装着されたオーエスジーのAE-VML
右:Uddeholm製 Holdax(DIN 1.2311)で500分加工した後のAE-VML。正常な摩耗を示し、継続使用が可能な状態でした。
他社製エンドミルの工具寿命が250分に対して、AE-VMLは500分加工後も継続して使用することが可能でした。テストの結果、難易度の高い特殊なPRO-CLAMP Systemsの6つの加工をAE-VMLに切り替えることにより、約10時間の時間短縮が可能となりました。AE-VMLは、加工能率と工具寿命の両方で他社製エンドミルを上回りました。この結果を受けて、Polund社はAE-VMLを他の加工にも採用し、生産性のさらなる最適化と性能の最大化を目指しています。

2023年4月に開催されたVTMサミットで写真撮影に応じる左から、Polund社創業者のOle Tolderlund氏、OSG Scandinavia営業担当のMorten Larsen、Polund社創業者のLars Pors氏。オーデンセで開催されたVTMサミットは、デンマークの金属加工産業における工作機械、工具、機器の重要な見本市です。Polund社のPRO-CLAMPバイスは、会期中オーエスジーブースでデモンストレーションに使用されました。

You must be logged in to post a comment.