ADFO フラットドリルが鋼部品の平底穴加工を合理化
Vis Huang | OSG Shanghai
切削は穴加工における最初の工程の一つです。穴の品質は、ねじ切りなどの二次的な工程が必要な場合は特に重要になります。高価で時間のかかるワークを加工する場合、用途に最も適したドリルを選択することは収益に大きな影響を及ぼす可能性があります。
工具の選択は、ワークの形状、材料、加工環境、メーカ固有の要件などのさまざまな要因に基づいて行われます。部品や複数の材料を含む小規模のバッチの場合は、工具管理を簡略化するため、一般的に汎用性の高いドリルが好まれます。中規模から大規模の加工の場合は、高い能率と長い工具寿命を達成することができる特定用途向けのドリルが好まれます。
平底穴などの特殊な穴は、品質と能率の両方を追求するメーカにとって困難な課題となる場合があります。例えば、傾斜した表面の穴加工の場合、穴の位置のずれを最小限に抑えるために通常は合わせ穴が必要になります。また、クロス穴加工では、バリを最小限に減らすため、開けた穴に対してフライスによる仕上げを行うことが一般的です。こういった従来の手法でも品質の要件を満たすことはできますが、複数の工程と工具が必要になるため、加工能率は悪くなります。
中国南西部のSichuan 省Chengdu 市にあるSichuan Nick Seal Manufacturing Co., Ltd. は、平底穴の加工を伴うステンレス鋼部品の生産において、加工を改善する方法を模索していました。2008 年に創立されたSichuan Nick Seal Manufacturing 社は、主な製品と事業として、部品全般の製造、機械修理、ポンプ、バルブ、コンプレッサ、機械製造などを手がけています。オーエスジーの長年にわたるパートナーであることから、Sichuan Nick Seal Manufacturing 社は、同社のステンレス鋼製品における能率と穴の品質を改善するため、オーエスジーのアプリケーション・エンジニアYukai Zhang に相談を持ちかけました。

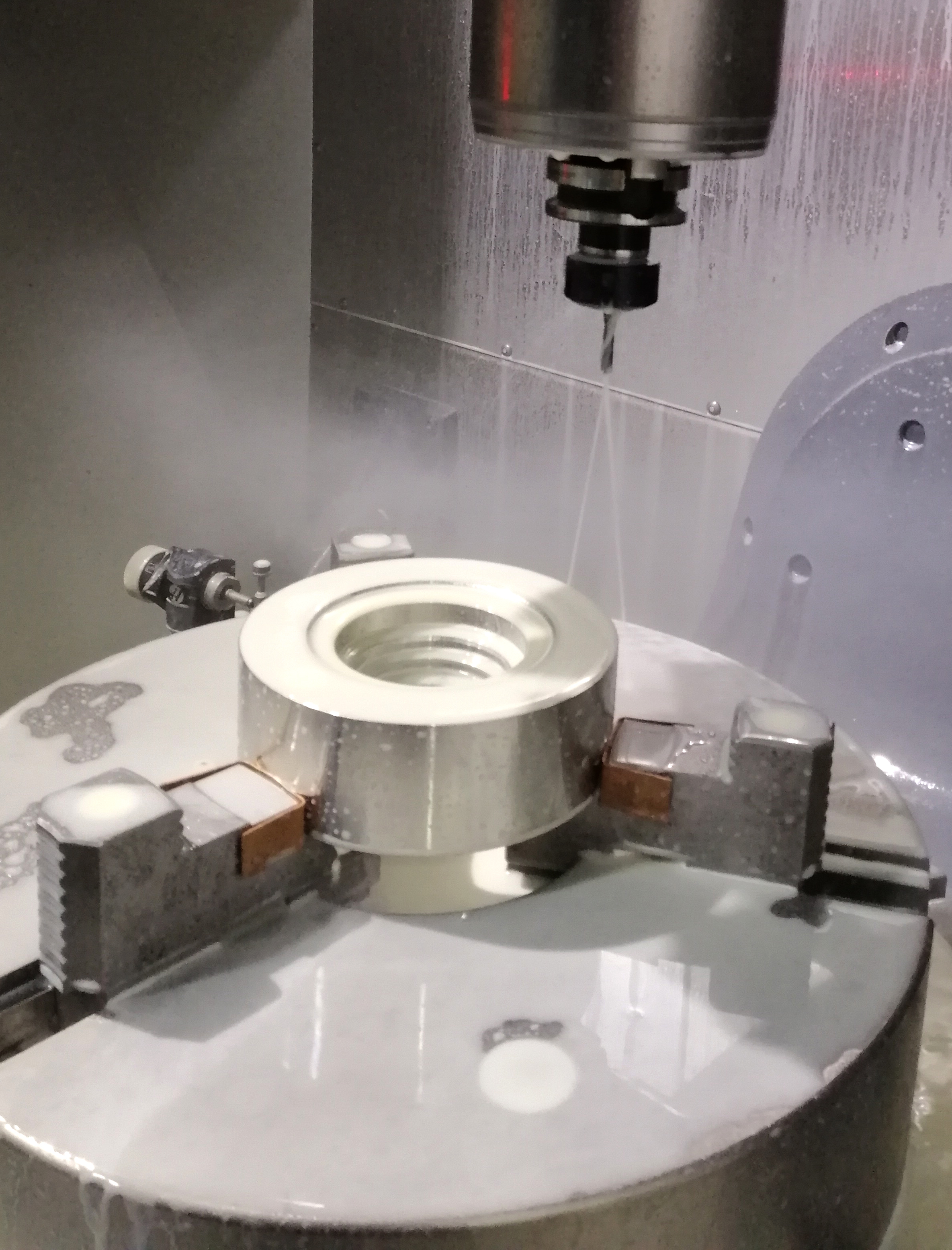
Sichuan Nick Seal Manufacturing 社のメカニカルシールの部品では、SUS304に6 個の直径5.2 mm、深さ4 mm の平底穴を開ける必要があります。許容差は+/- 0.1 mm 以内に収めなければなりません。切削試験は写真のスクラップのワークに対して行われました。
問題となった部品はメカニカルシールに使用される構成部品で、Sichuan Nick Seal Manufacturing 社がHaas 社の立形マシニングセンタを使用して約2 年間生産を続けてきたものです。この部品では、SUS304 に6 個の直径5.2 mm、深さ4 mm の平底穴を開ける必要があります。許容差は+/- 0.1 mm 以内に収めなければならず、平均的なバッチは20 ~ 30 個です。Sichuan Nick Seal Manufacturing 社ではそれまで、一般的なツイストドリルを手作業で研削し、フラットドリルの形状にすることで工具コストを抑えていました。しかし、この手製のドリルの寿命は短く、製品品質も安定しませんでした。特に問題となっていたのは、劣悪な表面仕上がりとバリの発生でした。用途を詳細に検討した結果、Zhangはこのトラブルに取り組むためのドリルとして、オーエスジーの油穴付き超硬フラットドリルADFO-3D を推奨しました。

ADFO は、傾斜面や座ぐり加工用途のために開発されたフラットドリルシリーズADF に、近頃追加された油穴付きタイプの製品です。ADF シリーズは現在、市場の需要に応えるため、標準型のADF、ロングシャンク型のADFLS、油穴付きのADFO の3 つのタイプを取りそろえています。油穴を追加したことで、ADFO はステンレス鋼製品で優れた性能を発揮する設計となっています。

従来、平底穴の加工にはエンドミルとドリルを使う必要がありました。オーエスジーのADF 超硬フラットドリルは、パイロット穴を開ける必要のないワンステップでの穴加工を可能にし、加工時間を短縮するとともに工具管理を簡略化します。ADF の独自のバランスの取れた先端形状は、精度を向上させ、穴の位置のずれを最小限に抑えます。鋭い刃先の形状は切削抵抗を低減し、薄板の加工においてもバリを最小限に減らします。また、切りくずのための空間が広い形状により、トラブルのない切りくず排出が実現されます。さらに、オーエスジー独自のEgiAs コーティングを施すことで、優れた耐熱性と耐摩耗性を与えて工具寿命を延ばすことができます。ADFシリーズは、傾斜面、曲面、座ぐり、偏心穴、薄板などのさまざまな加工用途向けに設計されています。材料としては、炭素鋼、合金鋼、焼入れ鋼、鋳鉄、ステンレス鋼などに適しています。
ADFO-3D 超硬フラットドリルの優れた切りくず分断性を実証するために、Zhang はスクラップのワークに連続で76 個の深さ5 mm の穴を開けるプログラムを設定しました。切削条件は、切削速度39.2 m/min (2,400 min-1)、送り速度0.063 mm/rev に設定されました。
ADFOフラットドリルは切削速度39.2 m/min (2,400 min-1)、送り速度0.063 mm/revに設定されました。
試験を行う前は、Sichuan Nick Seal Manufacturing 社の技術スタッフはZhang が推奨したパラメータを使用することをためらっていました。しかし、ADFO フラットドリルの性能を知っているZhang は製造チームを説得しました。
76 個の穴すべての加工が終わり、試験の結果は予想されたとおり極めて低い切削抵抗と優れた切りくず排出性を示し、皆の注目を集めました。Sichuan Nick Seal Manufacturing 社の技術者は、能率、穴表面のきれいさ、穴のバリ、工具の摩耗具合にこの上なく満足しました。

ADFOフラットドリルは、切削試験において以前の工具の長い切りくずよりも短くコンパクトな切りくずを生成し、その優れた切りくず分断性を示しました。
Sichuan Nick Seal Manufacturing 社の報告によると、ADFO によって作業能率は2.5 倍に向上したとのことです。それまでの工具の送り速度は60 mm/min だったのに対し、ADFO は150 mm/min に設定されました。オーエスジーのADFO を採用することで、Sichuan Nick Seal Manufacturing 社はその高い品質標準を維持しながら工具と工程を減らして生産工程を合理化し、顧客により大きな価値を提供することができたのです。

オーエスジーのADFO-3D は中国南西部Sichuan省のSichuan Nick Seal Manufacturing 社での切削試験を完了し、スクラップのステンレス鋼製ワークの加工で高いスコアを記録しました。

You must be logged in to post a comment.